您好,欢迎访问三七文档
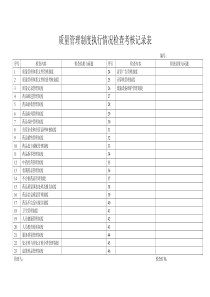
项目二车台阶轴任务1低阶台轴的加工【学习目标】1.能用划针校正法找正工件后,进行车削加工,同时了解其它找正方法2.掌握确定阶台长度的方法3.能合理选择粗精车刀及切削用量【学习任务】如下图所示的阶梯轴零件,已知材料为45钢,毛坯尺寸为Φ50×100,试完成低阶台轴的加工。图2-1低阶台轴任务导入经过上几节课的操作练习,掌握了车削外圆和长度的基本方法,本节课我们来通过对图2-1图样的加工来学习低台阶轴加工方法。台阶工件的车削其实就是外圆和平面加工的组合,只要保证外圆与平面的尺寸和形状精度就可以加工出合格的工件。任务分析该零件由阶梯状的圆柱面组成,零件的尺寸精度要求一般,从右至左工件的外径尺寸依次增大。我们以轴心线为工艺基准,用三爪自定心卡盘夹持直径为Φ55的外圆表面来一次装夹加工完成。技术要求:1、零件表面不允许有划痕、擦伤等损伤零件表面缺陷。2、去除尖角毛刺。知识学习一、车刀的选择和装夹:车削台阶工件通常使用90°和45°外圆车刀。其几何角度一般为主偏角Kr≥90°,副偏角Kr’≥6°~8°,主、副后角a0=a0’=6°~8°前角γ0根据工件、车刀材料和加工要求来确定。在车削塑性金属材料时,要在车刀的前面刃磨出断屑槽。如图2-2所示图2-2车刀的装夹应根据粗精车和加工余量的大小加以区别。粗车时余量多,为了增加切削深度,减少刀尖压力,车刀装夹可以取主偏角小于90°为宜,一般在85°~90°之间。精车时为了保证台阶平面与轴线垂直,应取主偏角大于90°,一般在93°左右。二、车削台阶工件的方法车削台阶工件一般分粗车和精车进行,粗车时的台阶长度除第一档的台阶长度略短些以外,其余各档可车至要求长度。精车台阶工件时,通常在机动进给精车外圆至接近台阶时,应以手动进给代替机动进给,当接近平面时,变纵向进给为横向进给,移动中滑板由里向外慢慢精车台阶平面以确保台阶平面与轴心线垂直。工件的装夹找正:三爪卡盘亦称自定心卡盘,所夹持的部位应是定位基准。找正时可以用百分表测被夹持部分伸出端的圆周跳动量,粗加工时可用划针接近该表面,转动卡盘看划针与工件表面的间隙来判断其跳动量。如跳动较大不满足精度要求,纠正的办法一是检查卡盘本身与机床主轴的同轴度并重装卡盘或校正卡爪,二是采取在卡爪与工件之间垫铜皮的办法把工件表面的跳动减少到工艺允许范围。如果工件较短或是盘类零件,最好同时采用端面辅助定位。车削方法:车削两个直径相差不大的台阶面车削两个直径相差不大的台阶时,应选用90°偏刀,车刀安装后的主偏角必须等于90°,经一次或两次车削出。(如图2-3)图2-3切削用量的选择:三、台阶长度控制的方法:1、刻线痕法控制台阶长度先用钢直尺量出阶台的长度,然后用车刀在该长度处轻划出细线,再进行切削。(如图2-4)如图2-3刻线痕法2、用挡铁定位法控制台阶的长度对于批量生产的阶台轴,为了准确迅速的保证阶台的长度精度,可以采用挡铁定位的方法控制阶台长度,精度可达0.1~0.2mm,可减少测量的时间,提高生产效率。(如图2-4)如图2-4挡铁定位法使用床鞍刻度盘控制阶台长度移动床鞍使车刀接触工件右端面,把床鞍刻度盘数值调到“0”。然后根据台阶长度,算出刻度盘应转到的位置,进行切削来控制车削长度。四、阶台长度的检测方法:测量台阶长度,通常用钢直尺进行。对于精度要求较高的工件可以使用样板、卡钳、游标卡尺和深度游标卡尺进行测量。(如图2-5)a、b、C、d、图2-5阶台长度的检测方法a、钢直尺测量b、深度游标卡尺测量C、卡钳测量d、样板测量五、调头找正与车削根据习惯性的找正方法,要先找正卡爪处的工件外圆,后找正台阶处平面,这样经过多次找正后才能进行车削。当粗车进行完后,应再次找正,防止粗车时工件发生移位而产生误差。(如图2-6)如图2-6找正方法六、可能出现的问题台阶平面出现凸凹不平车刀装夹主偏角小于90°车削平面时,车刀没有从里到外横向切削车刀的刀架没有压紧,造成车刀移位台阶与外圆相交处未清角刀尖圆弧偏大或刀尖磨损台阶与工件轴线不垂直装刀不正任务实施一、准备工作1、工件毛坯毛坯尺寸:Φ50×100mm;材料45#钢;数量1件2、工艺装备外圆车刀、(0-150)mm的游标卡尺、(25-50)mm的千分尺、找正盘、毛刷、棉纱、内六方扳手、活扳手(或呆扳手〉、螺丝刀等。3、设备CA6140车床二、实施过程步骤加工内容加工简图、刀具、量具、工具备注1夹持毛坯44mm,外伸大约56mm。用外圆车刀车端面和一段外圆,为下一步用划针找正做准备。三爪卡盘90°外圆车刀、游标卡尺、找正毛坯2用划针找正端面。注意毛坯的夹持力要合适,便于调整找正盘3用划针找正已加工部分外圆。找正盘4粗车Φ48外圆,长度为56mm,留0.5mm的精加工余量。90°外圆车刀、游标卡尺、5粗车Φ45外圆,长度为30mm,留0.5mm的精加工余量。90°外圆车刀、游标卡尺、6粗车Φ40外圆,长度为15mm,留0.5mm的精加工余量。90°外圆车刀、游标卡尺、7精车各档外圆至尺寸要求,并控制长度方向尺寸。90°外圆车刀、游标卡尺、(25-50)mm的千分尺、8用5mm的切断刀将工件从毛坯上截断,并送检。5mm切断刀、游标卡尺9去除尖角、毛刺刮刀防止刮刀伤手技能评判表工件编号总得分指导教师项目与权重序号技术要求配分评分标准检查记录得分外圆1Φ485超差不得分2Φ45-0-0.02Ra1.618/2超差不得分3Φ40-0-0.02Ra1.618/2超差不得分长度4505超差不得分530±0.0515超差不得分615±0.0515超差不得分其他14加工工艺5①考件局部缺陷(如夹伤等)视情况酌情扣分②去除尖角毛刺15安全文明生产5有关规定每违反一项倒扣5分,发生重大事故取消考试【思考练习】1、介绍台阶长度控制的方法?2、加强练习找正盘的找正方法及技巧。项目二车台阶轴任务2高台阶轴的加工【学习目标】1.能运用一夹一顶装夹工件的方法完成工件的加工2.能根据毛坯直径与零件各阶台直径确定加工余量及走刀次数【学习任务】如下图所示,试完成高阶台轴的加工。图2-7高阶台轴任务导入通过对低台阶轴的车削加工,同学们对台阶工件车削加工有一个初步概念,掌握了车削的基本操作:如外圆、端面的车削,尺寸的控制等。本次课的主要任务是掌握一夹一顶加工高台阶轴的装方法、加工工艺。对于粗、精加工的切削三要素的选择有初步概念,为以后的复杂零件的加工奠定基础。任务分析本例所示工件材料为45钢,毛坯尺寸为Φ50×100,该零件有三阶圆柱面组成,轴径相差较大,粗车分多刀来完成,最后经过精车即可满足精度要求。加工时我们以轴心线为工艺基准,采用一夹一顶方法加工。为保证图中同轴度的要求,需要打表找正工件。由于给料较长,所以我们一次装夹完成所有工序。知识学习车削台阶工件时既要车外圆又要车环形端面,必须兼顾外圆的尺寸精度和台阶长度的要求,还要注意各档外圆之间的同轴度、外圆和台阶平面的垂直度、台阶平面的平面度以及外圆和台阶平面相交处的清角技术要求:3、零件表面不允许有划痕、擦伤等损伤零件表面缺陷。4、去除尖角毛刺。车削方法:车削两个直径相差较大的台阶时,可先用一把主偏角小于90°的车刀粗车,再把90°偏刀的主偏角安装成92°~95°,分几次车出,进给时应留有精车外圆和端面的加工余量。(如图2-8)图2-8高阶台轴的加工方法可能出现的问题及解决办法:废品种类产生原因预防方法毛坯表面没全部车出1、加工余量不够2、工件没有找正1、车削前必须测量一下毛坯是否有足够的加工余量2、工件装在卡盘上必须找正外圆及端面端面产生凹或凸1、用右偏刀从外向中心进给时,床鞍没固定,车刀扎入工件产生凹面2、车刀不锋利,小滑板太松或刀架未压紧,使车刀受背向力的作用而“让刀”,因而产生凸面1、车大端面时,必须把床鞍的固定螺钉旋紧2、保持车刀锋利,中、小滑板的镶条不应太松,车刀刀架应压紧台阶不垂直1、较低的台阶是由于车刀装的歪斜,使主切削刃与工件轴线不垂直2、较高台阶不垂直的原因与端面凹凸的原因一样装刀时必须是车刀的主切削刃垂直于工件的轴线,车台阶时最后一刀应从里向外车出台阶的长度不正确1、粗心大意看错尺寸或事先没根据工件的尺寸测量2、自动进给没有及时关闭,使车刀进给的长度超过应有的尺寸1、树立质量第一的思想,仔细看清图样尺寸,正确测量。2、注意自动进给及时关闭或提前关闭,再用手动进给到尺寸任务实施一、准备工作1、工件毛坯毛坯尺寸:Φ50×100mm;材料45#钢;数量1件2、工艺装备90°外圆车刀、(0-150)mm的游标卡尺、(25-50)mm的千分尺、找正盘、毛刷、棉纱、内六方扳手、活扳手、螺丝刀等。3、设备CA6140车床二、实施过程步骤加工内容加工简图、刀具、量具、工具备注1用三爪卡盘夹持毛坯外伸100mm。车端面,并打中心孔。三爪卡盘90°外圆车刀、中心钻、钻夹头找正毛坯2分两刀粗车直径为Φ46的外圆,每刀1.5mm。留0.5mm精车余量。90°外圆车刀、游标卡尺3分三刀粗车直径为Φ36的外圆,留0.5mm精车余量。90°外圆车刀、游标卡尺4打表找正,分三刀粗车直径为Φ26的外圆,并保证此段直径的长度,留0.5mm的精车余量。90°外圆车刀、游标卡尺、找正表5精车直径为Φ46、Φ36、Φ26的外圆至要求尺寸,并控制各段长度至尺寸要求。90°外圆车刀、游标卡尺、(25-50)mm的千分尺6倒角C1、锐边倒钝。45°端面车刀7切断工件,并控制好总长尺寸85mm。切断车刀、游标卡尺、、8去除尖角、毛刺刮刀防止刮刀伤手技能评判表工件编号总得分指导教师项目与权重序号技术要求配分评分标准检查记录得分外圆1Φ46-0-0.02Ra3.210/4超差不得分2Φ36-0-0.02Ra3.210/4超差不得分3Φ26-0-0.02Ra3.210/4超差不得分长度4305超差不得分5255超差不得分685±0.0510超差不得分倒角C28中心孔A35形位公差◎Φ0.03A15其他14加工工艺5①考件局部缺陷(如夹伤等)视情况酌情扣分②去除尖角毛刺15安全文明生产5有关规定每违反一项倒扣5分,发生重大事故取消考试思考练习1、如下图所示,对零件进行切削加工。毛坯Φ30x100材料45#2、如下图所示,对零件进行切削加工。毛坯Φ55x105材料45#
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 5222839
5222839
本文标题:项目二--车台阶轴
链接地址:https://www.777doc.com/doc-5726589 .html