您好,欢迎访问三七文档
当前位置:首页 > 电子/通信 > 综合/其它 > GMW-4707-2002
1、MaterialSpecificationFinish(Coating)GMW4707CorrosionProtectiveCoatingZincPlating/Organic1ScopeThisspecificationcoversrequirementsforanon-oilycorrosionprotectivecoatingconsistingofzincplateandsubsequentaluminumrichtopcoat.1.1MaterialDescription.Thiscoatingsystemmustbefreeofhexavalentchromium,withnohexavalentchromiuminfinalproductperGMW3059require-ments.Theplatingshallbecalledoutonthepartdrawingperexampleshowninsection7.1.2Cross-ReferenceofReplacedSpecifications.GMWGMW4707DeltaMotorsGMdoBrasilGMH。
2、oldensGMNAGM7113MISUZUITDCSAAB1.3Symbol.Notapplicable.1.4TypicalApplication.Thecoatingissuitableforinternallyandexternallythreadedandnonthreadedferrouspartswhereahighlevelofcorrosionprotec-tionisrequired.Whenappliedoversteelthatistobecoupledwithaluminum,thecoatingprovidesexcep-tionalgalvanicprotection.1.5Remarks.Useofthiscoatingsystemonthreadedsurfaceand/orbearingsurfaceofjointscouldeffectthetorque-tensionrelationship.Itisrecommendedthatatorque-tensionstudyofthefastenerjointbeperformedbeforerele。
3、asingthisfinishonanynewapplication.2ReferencesNote:Onlythelatestapprovedstandardsareappli-cableunlessotherwisespecified.2.1Normative.ASTMF1470DIN946ISO9227SAE/USCAR-1SAE/USCAR-5SAE/USCAR-7SAE/USCAR-112.2GM.GM4260PGM4265PGM9071PGM9501PGM9508PGMW3001GMW30593Requirements3.1RequirementsonDelivery.3.1.1ChemicalRequirements.Notapplicable.3.1.2MechanicalRequirements.Notapplicable.3.1.3PhysicalRequirements.3.1.3.1Appearance.Thiscoatingshallhaveauniformgray/greenappearanceandshallbefreeoftears,sags,andex。
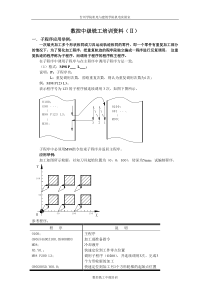
4、cesscoatingwhichaffectsappearanceandperformance.Thecoatingshallnotbeoilyortackytothetouch.3.1.3.2Thisfinishshallnotfilldriverrecessorthreadsnorinterferewithnormalfastenerinstallationproce-dures.Thefinishshallwithstandnormalhandlingandstorageconditionswithoutdamage(chipping,flakingorother)andmustnotstainortransfertoadjacentpartsoroperatorshands.3.1.3.3Thetotalcoatingsystemasreceivedshallnotadverselyaffectthedrivesystem:internalrecessdi-mensions,hexsize,etc.orfunctionofthefastener.3.1.3.4Thickness。
5、.Thezincplateandpassivationtreatmentthicknessshallbeminimum6μmunlessotherwisespecified.Thetotalcoatingthicknessshallbe(12...20)μm.3.1.3.4.1Thicknessshallbedeterminedbymi-croscopicexaminationofcrosssectionstakenperpendiculartosignificantsurfaces.SeeGM4260P,RecommendedPracticesforMeasuringThicknessofPlatedDepositsandAnodicCoatings.3.1.3.4.2Incaseofboltsandscrews,platingthick-nessshallbedeterminedattopofheadatmidpointoflargestcontinuoussurface.Incaseofnuts,deter-mineatmidpointofflats(wrenchingfacet。
6、s).©Copyright2002GeneralMotorsCorporationAllRightsReservedOriginatingDepartment:NorthAmericanEngineeringStandards,RecordsandDocumentationApril2002Page1of3CopyrightGMWorldwideReproducedbyIHSunderlicensewithGMWNotforResaleNoreproductionornetworkingpermittedwithoutlicensefromIHS--``````-`-`,,`,,`,`,,`---GMW4707GMWORLDWIDEENGINEERINGSTANDARDS3.1.3.4.3Themaximumthicknessofcoatingwhichmaybeappliedtothreadsonthreadedproductsislimitedbythebasicthreadsize(tolerancehorH).Aftercoating,partsmustgagewithappr。
7、opriateba-sicsizeGOthreadgage.Threadsmaybeproducedundersize/oversize(beforecoating)toaccommodatethecoatingthickness,providingthefinishedproduct(aftercoating)meetsallspecifiedmechanicalprop-erties.Wheremechanicalpropertiesarenotspeci-fied,undersizing/oversizingissubjecttoapprovalbypertinentengineer,andallundersize/oversizeshallbewithinpermissiblelimitsasagreedupon.3.1.3.5Adhesion.Partscoatedtothisspecificationshallshownoevidenceofblisteringorotherappear-ancechangesafterexposuretohumiditytestingpe。
8、rGM4465Pfor96hminimum.WhentapetestedperGM9071P,10minutesafterremovalfromhumiditytherewillbenomorethan3.0mmtotalpeelback(peelbackaddingbothsidesofscribedline)fromthelinesscribedinan’X’andnootherpeelingintheareaunderthetape.Thisisnotapplicabletothreadedfasteners.Note:Thistestisapplicableforinitialapproval,ap-plicatorapprovalandPPAPsubmissionparts.3.1.3.6CorrosionResistance.SignificantsurfacesofpartsexposedtoneutralsaltsprayperISO9227shallshownobasemetalcorrosionafter480hex-posure.Forthistestextern。
9、allythreadedfastenersshallbepowerdrivenintoatappedholeornutorsteelpanel,simulatingproductionusage,removed,thenin-stalledfingertightorwithahanddriverwithproperdrivebitintoacrylicplasticorotherinertpanel,andexposedtosaltsprayat(15...30)�fromtheverticaltoallowwetting.Fastenersshallnotdripontootherfas-tenersduringthetest(SAE/USCAR-1).3.1.3.6.1Fornormalproduction,processesthatareinstatisticalprocesscontrolshallyieldpartsthatarecapableofmeetingthesaltsprayrequirments.3.1.3.6.2AperiodicNSStestofthepart。
10、sbeingpro-cessedoneachlinerunningthiscoatingshallbecon-ductedwithsamplesizeof3piecesminimumperlinepershift.3.1.3.6.3Actualprocessingcontrolcheckstobemadeandrecordedshallbebasedonchemicalmanufacturer’sinstruction.3.1.3.6.4Significantsurfacesfortestevaluationin-cludebutarenotlimitedtofastenerhead,socketre-cess,semswasherandexternalnutsurface.Sharpedgesareexcluded.3.1.3.6.5Significantsurfacesonpartsotherthanthreadedfastenersshallbeallsurfacesexcludingsharpedges.3.1.3.7GasolineResistance.Forinitialap。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 zhu221144
zhu221144
本文标题:GMW-4707-2002
链接地址:https://www.777doc.com/doc-5831408 .html