您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > CA6140车床拨叉831008工序卡片
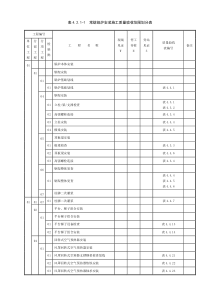
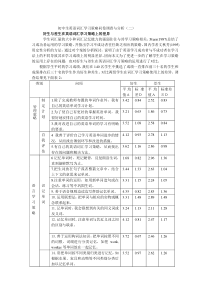
机械制造技术基础课程设计说明书设计题目:设计拨叉机械加工工艺规程及工艺设备姓名:班级:学号:指导老师:工程与设计学院2014年12月20日湖南师范大学机械加工工序卡零件名称拨叉零件编号831008工序号003工序名称铣削设备型号X50铣床夹具名称专用夹具定位原件活动V形块、固定v型块和一底板材料HT200班级姓名日期序号工步内容刀具及辅具切削用量机动时间辅助时间名称规格pafcvnt/min1以φ32外圆为粗基准,粗铣φ20孔下端面,使其长度至33.5mm端铣刀W18Cr4V硬质合金钢YG61.5mm0.13mm/z119.3m/min475r/min0.0732以φ50外圆为粗基准,粗铣φ50孔下端面,使其长度至15.5mm端铣刀W18Cr4V硬质合金钢YG61.5mm0.13mm/z119.3m/min475r/min0.0732精铣φ20下表面,使其长度至32.5mm端铣刀W18Cr4V硬质合金钢YG61.0mm0.08mm/z119.3m/min475r/min0.123精铣φ50下表面,使其长度至14.5mm端铣刀W18Cr4V硬质合金钢YG61.0mm0.08mm/z119.3m/min475r/min0.12机械加工工序卡零件名称拨叉零件编号831008工序号004工序名称铣削设备型号X50铣床夹具名称专用夹具定位元件活动V形块、固定v型块和一底板材料HT200班级姓名日期序号工步内容刀具及辅具切削用量机动时间辅助时间名称规格pafcvnt/min2以φ32下端面为精基准,粗铣φ20上表面,使其长度至31mm端铣刀W18Cr4V硬质合金钢YG61.0mm0.08mm/z119.3m/min475r/min0.123以φ32下端面为精基准,精铣φ20上表面,使其长度至30mm端铣刀W18Cr4V硬质合金钢YG61.0mm0.08mm/z119.3m/min475r/min0.12机械加工工序卡零件名称拨叉零件编号831008工序号005工序名称铣削设备型号X50夹具名称专用夹具夹具定位元件活动V形块、固定v型块和一底板材料HT200班级姓名日期序号工步内容刀具及辅具切削用量机动时间辅助时间名称规格0dfcvnmin1以φ32下端面为精基准,粗铣φ50上表面,使其长度至13mm端铣刀W18Cr4V硬质合金钢YG61.0mm0.08mm/z119.3m/min475r/min0.122以φ32下端面为精基准,精铣φ50上表面,使其长度至12mm,保证尺寸1206.018.0mm端铣刀W18Cr4V硬质合金钢YG61.0mm0.08mm/z119.3m/min475r/min0.12机械加工工序卡零件名称拨叉零件编号831008工序号006工序名称铣削设备型号X50夹具名称专用夹具定位元件一固定V型块和活动V型块材料班级姓名日期2012.12序号工步内容刀具及辅具切削用量机动时间辅助时间名称规格pafcvnt/min规格1以φ20孔的上端面为精基准,铣47的凸台端铣刀W18Cr4V硬质合金钢YG66mm0.14mm/z73.8m/min125r/min0.07河北联合大学机械加工工序卡零件名称拨叉零件编号831008工序号007工序名称钻孔设备型号Z82夹具名称专用夹具定位元件活动V形块、固定v型块和一底板材料HT200班级姓名日期序号工步内容刀具及辅具切削用量机动时间辅助时间名称规格0dfcvnmin1以φ32mm的下端面为精基准,钻通孔φ18mm,保证两孔中心尺寸72o2.0mm,保证位置公差高速钢麻花钻头φ=18mm18mm0.08mm/r14.4mm/min275r/min0.182扩φ19.8mm的孔高速钢麻花钻头φ=19.8mm19.8mm0.64mm/r23m/min375r/min0.133粗铰19.94mm的孔高速钢铰刀φ=19.94mm19.94mm2.0mm/r6.55r/min105r/min0.14精铰φ20mm的孔,φ20021.00mm高速钢铰刀φ=20mm20mm1.5mm/r8.2m/min140r/min0.19机械加工工序卡零件名称拨叉零件编号831008工序号008工序名称镗设备型号T51夹具名称专用夹具定位元件一固定V型块、活动V型块及一底板材料HT200班级姓名日期序号工步内容刀具及辅具切削用量机动时间辅助时间名称规格fcvnmin1以φ20下端面为精基准,粗镗φ48mm的孔YG6的硬质合金刀0.58mm/r62.4mm/r370r/min0.091半精镗φ50mm的孔,保证尺寸φ5050.025.0mmYG6的硬质合金刀0.41mm/r78.9mm/r370r/min0.13机械加工工序卡零件名称拨叉零件编号831008工序号009工序名称钻螺纹孔设备型号Z50圆柱立式钻床夹具名称通用夹具定位元件一固定V型块、活动V型块及一底板材料HT200班级姓名日期序号工步内容刀具及辅具切削用量机动时间辅助时间名称规格fcvnmin1以φ20孔的上端面为精基准,钻一个φ4的孔麻花钻头高速钢φ=40.53mm/r17.1mm/r1360r/m0.02in2以φ20孔的上端面为精基准,攻M6的螺纹丝锥高速钢φ=41.5mm/r18mm/r1432r/min0.03机械加工工序卡零件名称拨叉零件编号831008工序号010工序名称钻锥孔设备型号Z60夹具名称通用夹具定位元件一固定V型块、活动V型块及一底板材料HT200班级姓名日期序号工步内容刀具及辅具切削用量机动时间辅助时间名称规格fcvnminpa1钻锥孔φ4mm高速钢麻花钻φ=4mm0.17mm/z17m/min1360r/min0.090.15mm机械加工工序卡零件名称拨叉零件编号831008工序号011工序名称铣削设备型号X6140铣床夹具名称专用夹具定位元件圆柱销,菱形销材料HT200班级姓名日期序号工步内容刀具及辅具切削用量机动时间辅助时间名称规格fcvnmin1铣断高速钢细齿圆锯片刀0.028mm/z75.36m/min150r/min0.12
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 fidodido59
fidodido59
本文标题:CA6140车床拨叉831008工序卡片
链接地址:https://www.777doc.com/doc-5863335 .html