您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 咨询培训 > 电泳涂装技术培训-12.12.6
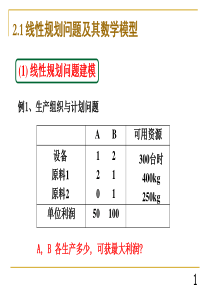
电泳涂装技术培训讲稿主讲人:刘清华一、电泳涂料及涂装专用名词解释二、电泳涂料及漆膜性能测定方法1、电泳涂料原漆、工作液及施工性能测定方法2、电泳漆膜性能测定方法三、化工部标准HG/T3952-2007《阴极电泳涂料》四、阴极电泳涂料·涂装的发展历程及趋势(论文)五、电泳涂装的漆膜弊病及其防治1、常见的电泳涂装漆膜弊病及其病因和防治2、产生电泳涂膜缺陷时的检查要点主要内容六、电泳涂装设备设计(第三章内容)1、电泳涂装及其涂装工艺2、电泳涂装设备和附带装置的功能3、电泳涂装设备设计要点4、电泳涂装生产线设备管理七、创建零涂装缺陷的汽车涂装线(论文)八、阴极电泳涂装方面降成本技术主要内容1、电泳涂料的固体份与其它涂料的含义相同。涂料一般是由成膜物质部分和挥发的溶剂部分组成。成膜物质部分称为固体份或不挥发分。粉末涂料和无溶剂涂料属于不含挥发溶剂的、固体份为100%的涂料,挥发性热塑性涂料(如硝其涂料)的成膜过程几仅仅是溶剂的挥发,不伴随化学反应,因而固体份就等于不挥发分。热固型涂料的成膜过程不仅溶剂要挥发掉,还伴随着固化的化学反应(氧化、分解、聚合、缩合等反应),致使在成膜过程中产生膜重量的增或减的现象,因而致使涂料的固体份(或不挥发分)与成膜物质部分重量不一定相同。电泳涂料属于热固性涂料,且一定要在(150—180)℃高温下烘干才能固化,阴极电泳涂膜在120℃以下仅挥发掉水分和有机溶剂,尚未固化,用相应的有机溶剂擦拭仍能溶解,在升温到规定的固化温度下保温一定时间才能固化(即不再被溶剂擦拭掉),出现失重现象。电泳涂料或工作液在120℃以下烘干所留下的不挥发部分为电泳涂料或工作液的固体份。(GB/T6751-1986做废、新版GB/T1725-2007)一、电泳涂料及涂装专用名词解释2、电泳涂料的加热减量在120℃以下烘干后所得的干燥的阴极电泳涂膜在进一步升温到规定的烘干温度达到完全固化的过程中,热分解出低分子化合物(即冒烟现象),而使涂膜失重,称之为加热减量。这些低分子化合物变成油烟污染烘干室,增加了清理和维护烘干室的工作量,另外也增加了电泳涂料的消耗量。所以加热减量也是衡量阴极电泳涂料优劣的指标之一。从省资源、环保和减少烘干室维护的角度考虑,阴极电泳涂料的加热减量越低越好,阴极电泳涂料的加热减量高的达10%左右,近几年开发的阴极电泳涂料的加热减量在4%以下,发展趋向希望降到零。一、电泳涂料及涂装专用名词解释3、电泳涂料及工作液、极液的pH值电泳涂料是靠用碱或有机酸中和其漆基中的羟基和胺基,并保持一定的氢离子浓度(酸性和碱性)而获得的较稳定的水溶液或乳液。电泳涂料的水溶液或乳液的游离部分氢离子的浓度用常规的pH值表示。阳极电泳涂料所用中和剂是KOH、有机胺(乙醇胺、三乙醇胺等),其原漆和工作液呈碱性,其pH值一般保持在7.8-9.0的范围内。阴极电泳涂料所用中和剂是有机酸(甲酸、乙酸、乳酸等),现今的原漆和工作液呈酸性,其pH值一般保持在5.8-6.3的范围内。极液(阳极液或阴极液)和超滤(UF)液的酸、碱度也用pH值表示。一、电泳涂料及涂装专用名词解释4、电泳涂料及工作液MEQ值、酸值、胺值为使电泳涂料保持在一定的pH值范围内,所需中和剂的总量包括化合和游离两部分。电泳涂料及工作液MEQ值是表示使涂料或工作液水溶性所需中和剂的中和程度,即化合部分的中和剂耗量的当量值。酸值是中和1克阴极电泳涂料的树脂所需NaOH或KOH的毫克数(俗称酸价)。胺值是中和1克阳极电泳涂料的树脂所需HCI的毫克数(俗称胺价)。一、电泳涂料及涂装专用名词解释5、电泳涂料及工作液电导率电导率又称比电导度,即在1cm间距的1cm2极面的导电量。在电泳涂装工艺中,工作液、UF液、极液和所用纯水的导电难易程度都用电导率表示。电导率的单位为µs/cm。电泳工作液的电导率与工作液的固体份、pH值、工作液的温度及杂质离子的含量等因素有关,是电泳涂装重要的工艺参数之一,一般应控制在一定范围内。范围的大小取决于电泳涂料的品种,工作液电导率偏高偏低都不好,直接影响电泳涂装质量。一、电泳涂料及涂装专用名词解释6、电泳涂料的库仑效率(Electricalefficiency)库仑效率是表示涂膜生长难易程度的目标值。有两种表示方法:消耗1库仑电量析出涂膜的重量,单位为毫克/库仑,故又称电效率;或沉积1克固体漆膜所需电量的库仑数,单位为库仑/克。涂料的库仑效率越高,需要沉积出一定质量漆膜所消耗的电量就越少。库仑效率是电泳涂料重要的施工性能之一。一、电泳涂料及涂装专用名词解释7、电泳涂料的泳透力(Throwingpower)在电泳涂装过程中使背离电极(阴极或阳极)的被涂物表面涂上漆的能力称之为泳透力,也就是说使结构形状复杂的工件全部表面均匀地涂上漆膜的能力,也表示电泳涂膜在膜厚分布上的均一性,故又称泳透性。泳透力的高低影响着电沉积漆膜的防腐蚀性能,它是电泳涂料的重要特性之一。涂料本身的特性是影响泳透力的主要因素。电泳涂装时,所用电泳工作液电阻越小,而电沉积出漆膜的电阻越大时,其泳透力越高。反之,如果电沉积漆膜电阻比较小,则电沉积过程中电场强度就很少移动,结果涂料继续沉积在靠近阴极(或阳极)的外表面,此处形成局部过厚的漆膜,而背离阴极(或阳极)的工件内表面还不能均匀地涂覆。而且漆膜过厚的部位也可能出现漆膜表面粗糙、起皱,严重时甚至在烘烤后出现流挂等现象。泳透力与涂料中所用树脂类型、分子量高低及涂料配方有关。电泳涂装中从漆膜的电流与时间曲线的下降趋势,可对其泳透力进行粗略估价。曲线斜率急剧下降时,沉积层的电阻越大,泳透力也就越高。也有人认为,泳透力反映了涂料的动力学性能,它与电沉积的工艺参数也有关系。一般说来,泳透力与电沉积电压、时间及电泳工作液的固体份成正比,与工作液的pH值、温度、极间距成反比。一、电泳涂料及涂装专用名词解释8、电泳涂装工作液的更新期(TurnOver)电泳涂装在运行生产过程中随被涂面积的大小消耗工作液中的电泳涂料,工作液的固体份下降,需及时补加电泳涂料原漆,以确保工作液中的固体份控制在工艺要求范围内。当消耗(或补加)的电泳涂料的累计使用量达到初始配槽所用涂料量时称为一个更新期。更新期长不利于工作液的稳定,涂料厂家推荐更新期为(2-3)个月;如果更新期超过6个月,不宜采用电泳涂装工艺,因很难维持工作液的稳定。一、电泳涂料及涂装专用名词解释更新周期T.O.=加漆总量/槽液原漆总量020406080100年/月置换率(%)槽液更新和置换进程关系☆1T.O.☆2T.O.☆3T.O.9、电泳涂装的“L”效果(应)在电泳涂装过程中往往由于工作液循环、过滤不佳、流速低,造成工作液中颜料或颗粒沉降,致使被涂物的水平面和垂直面的泳涂质量不一样,水平面上的漆膜易产生粗糙、失光现象,再加上水平面易积水,产生漆膜再溶解,从而影响漆膜的平滑度。用泳涂“L”形样板的方法考核被涂物的水平面和垂直面的电泳涂装质量,其结果称为“L”效果(应),又称水平面沉积效果。如果被涂物水平和垂直面上的涂膜光滑度和平整度无差异,可认为“L”效果好。当工作液有杂质或树脂的水溶性变差,有颗粒析出的场合,水平面涂膜一定变粗、失光,则“L”效果不好。一、电泳涂料及涂装专用名词解释10、电泳涂料和工作液的有机溶剂含量为了提高电泳涂料的水溶性和工作液的稳定性,电泳涂料的配方中都加有亲水性的有机溶剂,一般使用中、高沸点的酯系和醇系溶剂。工作液的有机溶剂含量一般系指工作液中除水以外的有机溶剂的百分含量。新配制的工作液中原漆带入的有机溶剂含量较高,一般需要一定时间的熟化过程,以挥发掉低沸点的有机溶剂,才能泳涂工件。工作液的有机溶剂含量是电泳涂装的主要工艺参数之一,需要控制在一定的标准范围内。工作液的有机溶剂含量高了,涂膜庸肿、过厚,泳透力和破裂电压降低,再溶解现象严重;含量低了,工作液的稳定性变差,涂膜干瘪。由于有机溶剂挥发后污染大气,从环保考虑,发展趋势是提高树脂的水溶性,降低或不使用有机溶剂。一、电泳涂料及涂装专用名词解释11、电泳工作液的熟化期一般的涂料加稀释剂(水或有机溶剂)调稀到工作黏度后可立即涂装(喷涂、刷涂、浸涂),无需放置一定时间再使用。而阴极电泳涂料(如双组分在按一定配比、未完全中和的涂料,需加定量中和剂)加纯水调配成工作液,搅匀后不能立刻泳涂被涂物,一般规定要在28±1℃敞口搅拌一定时间(一般48小时后),才能泳涂出合格样板,这个时间称为工作液的熟化期。熟化的目的是使原漆中的低沸点的有机溶剂挥发掉,使树脂完全溶解或分散在水中。如果熟化时间不足,泳涂所得涂膜臃肿、过厚,在烘干时产生流挂。如果原漆的水溶性好、有机溶剂含量低,则熟化时间短。现国外已有配槽后熟化(1-2)小时就可使用的阴极电泳涂料。一、电泳涂料及涂装专用名词解释12、电泳工作液的杂质离子及其许可浓度在电泳涂装过程中,有三种途径可以向工作液带入杂质离子:1)由被涂物经前处理带入电泳工作液中;2)由补给水带入;3)电极溶解产生有害离子,从而导致工作液的电导率增大,超过一定的极限值就影响作业性、容易产生漆膜弊病。在阴极电泳涂装场合的有害离子是阳离子,如Na+、Fe2+、Pb2+、Ni2+、Ca2+等。在阳极电泳涂装的场合的有害离子是阴离子,如Cl-、PO43-、SO42-、NO2-等。这些对电泳涂装过程起有害作用的离子称为电泳工作液的杂质离子,工作液被杂质离子污染的程度以其含量表示,规定有限值,称之为杂质离子的许可浓度。一、电泳涂料及涂装专用名词解释13、电泳涂装的工作电压、破坏电压和临界电压在电泳涂装场合,能获得优良的漆膜外观和规定的漆膜厚度,在两极间接通的电压称为电泳涂装的工作电压(或涂装电压)。涂装电压有一定的范围,超出涂装电压上限的一定值时,电极上的反应加剧,产生大量气体,使沉积的漆膜炸裂,击穿,产生异常附着,这一电压值称为破坏电压。反之,低于工作电压下限的某一电压值时,几乎泳涂不上漆膜(或沉积与再溶解涂膜量相抵消),这一电压值称为临界电压。电泳工作电压介于临界电压和破坏电压之间。工作电压是电泳涂装的重要工艺参数之一。在其它泳涂条件不变的前提下,泳涂膜厚和泳透力与涂装电压成正比。在生产过程中常借助调整涂装电压来控制涂膜厚度。一、电泳涂料及涂装专用名词解释14、辅助电极,在何种场合下采用在电泳涂装场合,电泳槽内设有阴(带负电荷)、阳(带正电荷)两种电极。在阳极电泳涂装场合,被涂物作为阳极;在阴极电泳涂装场合,被涂物作为阴极。被涂物随输送装置移动,成为可移动电极,与被涂物相对应。在电泳槽中设置的电极是固定的,为排除电泳过程中产生的游离酸(或碱)常将其固定在相应的极罩中。为提高被涂物内外表面涂膜厚度均匀性和解决被涂物某些部位涂不上漆的问题,在被涂物上装挂极性相反的电极,它与被涂物绝缘,且随被涂物一同移动,这种电极称为辅助电极。在开发电泳涂装工艺的初期,由于电泳涂料的泳透力低,为防止被涂物空隙表面涂不上漆,采用加辅助电极的办法祢补。随着高泳透力电泳涂料的开发,辅助电极几乎被淘汰。当泳涂结构复杂且又不能开工艺孔的被涂物的场合,仍可采用辅助电极办法使其内腔表面涂上漆。一、电泳涂料及涂装专用名词解释15、电泳涂料(工作液)和涂膜的颜基比、灰份颜基比系指电泳涂料、工作液或涂膜中的颜料与基料(树脂)之比,也可用颜料分来表示,系固体份中所含颜料量对100份树脂量之比例。灰份是涂料在大约900℃时灼烧所剩下的残余物重量。颜料分=灰份X碳黑损失系数。电泳涂料和新配工作液的颜基比应是相等。但在电泳过程中颜料和树脂不一定按原配比电沉积到被涂物上,因而在生产中产生工作液、涂膜和原漆三者的颜基比不相同的现象。颜基比失调的涂膜易产生缩孔、失光等漆膜弊病,影响涂膜性能。一、电泳涂料及涂装专用名词解释16、再溶性在电泳涂装场合,被涂物上的湿漆膜能被工作液和超滤液再次溶解,即该电泳涂料的湿漆膜抵抗再次被溶解的能力称为再溶性(或再溶解性)。一、电泳涂料及涂装专用名词解释17、电泳涂料和工作液的稳定性电泳涂料的稳定性系指原漆的储存稳定性,即涂料公司
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 xinnan1124
xinnan1124
本文标题:电泳涂装技术培训-12.12.6
链接地址:https://www.777doc.com/doc-5869709 .html