您好,欢迎访问三七文档
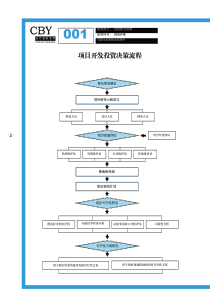
8302250221零件件号零件名称加工能力(件/班)手动时间机动时间完成时间交换件数交换时间234811机加油封孔51520500300201、来料不合理,造成工人二次搬运调整设备位置,使来料更合理22机加底孔51520500300202、工人途中有等待、但不满足兼顾三台设备的能力1、改进设备,缩短其停机时间;2、提高自检频度,保证质量3、铁屑飞溅导致作业现场不能满足5S要求,工人花费精力在处理铁屑上安装档屑板33双面车两孔52025500300线上物料供应;处理长铁屑;调整装夹1、设备转速不够、车刀硬度、工件装夹等问题造成工人花费大量精力在无效劳动上(沟铁屑、调整装改进设备44滚字0.51.5213500455焊接托架组件448337566压装托架10132376压装托架10132387压装底座9101997压装底座91019108焊弹簧座及托架6121815工序能力表贮油缸焊接B1生产线生产线名称1、虽然单工序节拍很快,工序能力很大,但是大量时间浪费在转身、调整滑道处理空箱上面1、本工序为焊接线瓶颈工序,工件自动输送时间过长焊接节拍过快,造成质量隐患解决方案调整设备布局、改变来料位置改进自动输送工装,改成铰链下端固定的方式1、建立关重质量监控点,严格按照工艺控制节拍.2、注意焊接参数控制线上物料供应;每20-30件取一次零件;每天使用4-5把刀,切换刀具处理空箱、调整滑道、切换字模、切换电极每隔10-15件帮焊接去一次弹簧座两台焊机每天约切换8盘焊丝,切换4次气瓶、切换焊接工装工艺节拍(秒)1212设备号工序号工序名称设备型号236523482842300010基本时间(秒)刀具“手动时间”与“机动时间”---条形图附加动作工艺参数问题点疏理手动--机动时间线图537贮油筒工作时间(小时)净作业时间450休息时间(分钟)计划产量(件/班)贮油缸焊接B1生产线12.0生产节拍TT(秒)119焊弹簧座及托架61218151210托架整形2.557.5360061311冲孔6283375切换冲孔模71412焊接支架100102700101513去焊渣、氧化皮100102700101614气密性检验410161715气密性检验410161716成品检验10010270010焊接节拍过快,造成质量隐患1、建立关重质量监控点,严格按照工艺控制节拍.2、注意焊接参数控制两台焊机每天约切换8盘焊丝,切换4次气瓶、切换焊接工装装配300033752030405060708090“手动时间”与“机动时间”---条形图手动作业机动作业手动--机动时间线图2020/6/1522:46姓名车应单位成都宁江填写时间:贮油缸焊接B1生产线工序能力表121110109示功滚口时间累积TT时间=12S清洗贮油装油封
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 station2
station2
本文标题:工序能力表(1)
链接地址:https://www.777doc.com/doc-5923714 .html