您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 酒精生产过程中蒸煮流程
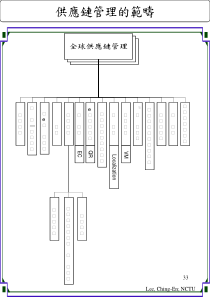
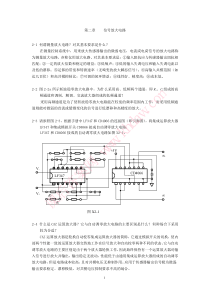
目录第1章酒精生产过程中蒸煮流程简介...........................................11.1酒精生产及蒸煮工艺..................................................11.2CAD流程图...........................................................3第2章控制系统方案设计.....................................................42.1工艺过程分析......................................................42.2蒸馏流程分析........................................................5第3章控制系统仪表选型.....................................................73.1检测元件选型........................................................73.2执行元件............................................................9第4章课程设计心得........................................................18参考文献...................................................................19附录.......................................................................20自控工程课程设计1第1章酒精生产过程中蒸煮流程简介1.1酒精生产及蒸煮工艺用淀粉质原料生产酒精的工厂,多数采用连续蒸煮工艺,只有少部分小型酒精厂和白酒厂,还采用间歇蒸煮工艺,下面分别加以介绍。(一)间歇蒸煮法间歇蒸煮法常用的蒸煮设备是立式锥形蒸煮锅,其外形和结构简单。1.间歇蒸煮工艺流程目前我国酒精厂间歇蒸煮的方法基本上有两种,一种是加压间歇蒸煮,一种是添加细菌淀粉酶液化后低压或常压间歇蒸煮、加压间歇蒸煮是原料经人工或运输机械送到蒸煮车间,经除杂后进入拌料罐,加温水拌料,并维持一定时间,然后送入蒸煮锅中,通入直接蒸汽将醪液加热到预定蒸煮压力,维持一定的蒸煮时间,蒸煮时间结束后,进行吹醪。操作工艺流程如下:温水蒸汽↓↓原料→除杂→粉碎→拌料→泵→蒸煮→成熟蒸煮醪送入糖化锅(1)加水蒸煮整粒原粒时,水温要求在80~90℃,尤其是蒸煮含有淀粉酶的甘薯干,更不能用低温水。蒸煮粉状原料时,水温不宜过高,一般要求在50~55℃。原料加水比因原料不同和粉碎度不同而不同,一般为:粉状原料为1:3.4至1:4.0;薯干为1:3.0至1:4.0;谷物原料为1:2.8至1:3.0。(2)投料蒸煮整粒原料时,投完粒即加盖进汽,或者在投料过程中同时通入少量蒸汽,起搅拌作用。蒸煮粉状原料时,可先在拌料桶内将粉料加水调成粉浆后在送入蒸煮罐;或向罐内直接投料,边投料,边通入压缩空气搅拌,以防结块,影响蒸煮质量。投料时间因罐的容量大小和投料方法不同而有差异,通常在15~20min。(3)升温(生压)投料毕,即关闭加料盖,通入蒸汽,同时打开排气阀,驱除罐内冷空气,以防罐内冷空气存在而产生“冷压”,影响压力表所指示的数值,不能反反映罐内的真实温度,造成原料蒸煮不透。正确排出“冷压”的方法是:通入蒸汽加热时,打开排气阀,直到排出的气体发白(水蒸气),并保持2~3min,而后再关闭排气阀,升温时间一般40~50min。(4)蒸煮(定压)料液升到规定压力后,保持此压力维持一定的时间。使原料达到彻底糊化的操作,工厂常称之为定压。定压后,通入锅内的蒸汽已经很少,锅内热力分布不均匀,易造成下部原料局部受热而焦化,上部原料受热不足而蒸煮不透。另外,料液翻动不好,原料与罐壁及其相互之间撞击摩擦轻缓,则导致原料的植物组织和淀粉粒不易破裂。为了使原料受热均匀和彻底糊化,采用循环汽的办法来搅拌罐内的料液。一般每隔10~15min循环换汽一次,每次维持3~5min,直至蒸煮完毕为止。循环换气后使罐内达到原规定压力。循环换汽和稳压操作,自控工程课程设计2是保证蒸煮醪液质量的两个重要条件。(5)吹醪蒸煮完毕的醪液,利用蒸煮罐内的压力从蒸煮锅排出,并送入糖化锅内。吹醪时间视蒸煮罐容量的大小而定,不得少于10~15min。此法蒸汽耗量较多,但蒸煮醪液质量较好,故广泛应用于酒精生产中。2.加淀粉酶低压或常压间歇蒸煮法此法是先加细菌淀粉酶液化后,在进行加压蒸煮。方法是先粉碎原料,按照规定的加水比放到混合池拌匀,调整温度至50~60℃,加入细菌淀粉酶,搅拌均匀,细菌淀粉酶的用量为5~10μg/g原料,加石灰水调整pH6.9~7.1,送入蒸煮锅,通入压缩空气进行搅拌,并通蒸汽升温至88~93℃,保持1h,取样化验(碘反应呈红色),达到标准的液化程度,继续升温至115~130℃,保持0.5h,经灭酶后即可吹醪送至糖化锅。这样,蒸煮压力可以降低,蒸煮时间也可以缩短。采用原料不同,淀粉酶的用量不同。例如薯类粉状原料,淀粉酶用量可少些,谷类原料和野生植物原料,淀粉酶用量则要适当加大些。最好先将淀粉酶加水浸渍0.5~1h后,再用。(二)连续蒸煮法淀粉质原料的连续蒸煮,是一项重大技术革新。根据蒸煮设备的类型,可分为罐式连续蒸煮、柱式连续蒸煮和管道式连续蒸煮3种方法。1.罐(锅)式连续蒸煮最初是将酒精工厂原有的间歇式蒸煮罐经改装后几个罐串联起来,并增加一个预煮锅和一个汽液分离器而投入酒精生产的。原料经斗式提升机1运送到贮料斗2,再经锤式粉碎机3粉碎后,进入粉料贮斗4中,由此经螺旋输送器5,边加水边进料与搅拌桶6中,在搅拌状态下,通入二次蒸汽,加热至预定的预煮温度,并维持一段时间(预煮时间),为了确保连续蒸煮,生产常设两个预煮搅拌桶。之后泵入蒸煮锅组中进行蒸煮,通常预煮醪从锅底进入锅内,与对面锅底喷入的加热蒸汽混合,并加热到蒸煮温度。蒸煮醪从蒸煮锅8中流出,依次进入各蒸煮锅中。从最后一蒸煮锅中出来的蒸煮醪以切线方向进入汽液分离器9中,产生的二次蒸汽从气液分离器顶部导出,用于预煮醪升温之用,蒸煮成熟醪从底部引出送入糖化车间。(三)蒸煮新工艺因传统的酒精生产均需要经过130—150℃的高温蒸煮,能耗药占整个酒精生产总能耗的30%。因此,10多年来,有不少研究者首先从节约蒸煮工序的能耗着手进行了试验,其中比较成功并以被工业生产采用的石低温蒸煮法和无蒸煮法的酒精发酵技术。1.低温蒸煮法采用高于淀粉糊化温度,但不高于100℃,另加α—淀粉酶作为液化剂是低温蒸煮工艺的特点。根据醪液加温的高低,该工艺主要分为下列两种形式:(1)90—95℃糊化液工艺。这种方法是德国和美国合作开发的简称LBW工艺,整粒玉米先用离心方法分离的热酒糟清夜在90—95℃下浸渍,使玉米吸水软化,并完成玉米糊化作用,再用均质机加耐高温α-淀粉酶进行二次湿磨。可节约蒸汽85%以上。采用此工艺处理甘薯原料较少。(2)80—85℃糊化液工艺。对薯类原料而言。该工艺的流程如下:甘薯干→粉碎→拌碎→加α-淀粉酶→加温至80—85℃糊化液化→冷却至62℃→加自控工程课程设计3酸调节ph4.6→糖化(30min)→冷却至27—28℃。上述蒸煮新工艺,在节能方面尤其独特的优势,但至今为止,国内外真正在工艺生产上采用的还不多,原因是发酵时间长,糖化酶用量大,污染危险性较大等。但从发展趋势看,蒸煮新工艺还是很有前途的。1.2CAD流程图图1-1酒精生产过程中蒸煮工艺流程图自控工程课程设计4第2章控制系统方案设计本设计流程是利用在精馏塔中将乙醇从塔釜混合物中分离出来。精馏是将液体混合物部分气化,利用其中各组分相对挥发度的不同,通过液相和气相间的质量传递来实现对混合物的分离。本装置中将由于乙醇的沸点较低,易挥发,故采用加热精馏,经气化的乙醇蒸汽经冷凝,可得到较高纯度的乙醇。原料经进料管由精馏塔进料板处流入塔内,开始精馏操作;当釜中的料液建立起适当液位时,再沸器进行加热,使之部分气化返回塔内。气相沿塔上升直至塔顶,由塔顶冷凝器将其进行全部或部分冷凝。将塔顶蒸汽凝液部分作为塔顶产品取出,称为馏出物。另一部分凝液作为回流返回塔顶。回流液从塔顶沿塔流下,在下降过程中与来自塔顶的上升蒸汽多次逆向接触和分离。当流至塔底时,被再沸器加热部分气化,其气相返回塔内作为气相回流,而其液相则作为塔底产品采出。2.1工艺过程分析精馏塔的操作是从物料平衡,热量平衡,相平衡及精馏塔的性能等几个方面考虑的,通过控制系统建立并调节塔的操作条件,使精馏塔满足分离要求。精馏塔操作控制的典型参数中,有六个流量参数:进料量,塔顶和塔釜产品流量,冷凝量,蒸发量和回流量。此外,还有压力,塔釜液位,回流罐液位,塔顶产品组成和塔釜产品组成等参数。压力和液位控制是为了建立稳定操作条件。液位恒定阻止了液位积累,压力恒定阻止了气体积累。对于一个连续系统,若不组织积累就不可能取得稳定操作,也就不可能稳定。压力是精馏塔操作的主要控制参数,压力除影响气体积累外,还影响冷凝,蒸发,温度,组成,相对挥发度等塔内发生的几乎所有过程。产品组成控制可以直接使用产品组成测定值,也可以采用代表产品组成的物性,如密度,蒸汽压,最常用的是采用灵敏点温度。1.压力控制精馏塔对压力的平衡要求很严格。一旦压力大幅度波动,塔釜液位,回流液位紧跟着波动,进而影响物料平衡,热量平衡,相平衡三大平衡,从而使整个操作系统处于不平稳状态,影响到产品质量及产量。例如从提高产品质量来说,压力越高,沸点越接近,气液两相越难分离,显然降低压力可以提高产品质量。但降低操作压力是以增加冷却介质的用量或降低冷却介质温度为前提的,因此降低操作压力是有限的。由此可见,压力控制对精馏塔的操控有主导作用。一般情况下,冷却介质,加热介质的温度,压力,流量都会影响到压力的平稳,因此可以根据控制要求选择其中之一作为操纵变量来控制精馏塔的操作压力。2.液位控制(1)塔釜液位控制:塔釜液位既不能空也不能满,塔釜液位满,容易淹住返塔口,造成热虹吸效果差,影响重沸器换热效果。塔釜液位空,易造成重沸器内液位液化气蒸干,蒸干后,再有液化气下到重沸器,马上急剧气化,冲塔造成整个塔的操作全部混乱。塔釜液化气主要受塔釜产品产出量,塔压力,塔釜温度等影响,可根据造成塔釜液位变化的原因进行调节。一般塔釜液位用塔釜产品产出量进行控制。自控工程课程设计5(2)回流罐液位控制:回流罐液位既不能满也不能空。回流罐空,造成回流泵抽空停泵,则全塔停工。回流罐满,造成塔内气相介质无法冷却使得塔内压力急剧上升,易造成安全阀起跳或全塔操作混乱。影响回流罐液位的因素有塔顶产品产出量,压力,釜温,顶温,回流量等。一般回流罐液位用釜温或塔顶产品产出量控制。3.流量控制精馏塔操作控制中有六个流量参数:进料量,塔顶和塔釜产品流量,冷凝量,蒸发量和回流量。而流量的波动又会影响压力的平稳,所以精馏塔的流量控制是必不可少的。但是,并不是说所有的流量都要控制,不同的控制方案选择的控制流量参数也不同,精馏塔的控制一般包括物料平衡控制方案和热量平衡控制方案,可以根据所选择的控制方案来选择需要控制的流量参数。4.温度控制温度控制是最常用的产品组成控制手段。温度控制的前提是控制温度能正确反应其组成的变化。若温度控制不能与组成很好关联,或对组成变化反应不灵敏,则温度控制将失去作用,因此,一般采用提馏段灵敏板温度作为主要参数,以实现对塔的间接分离质量控制。2.2蒸馏流程分析蒸馏流程的确定应根据成品质量的要求与发酵成熟醪的组成。在保证产品质量的前提下要尽可能地节省设备投资与生产费用,并要求管道布置简单,工作操作方便。1.单塔式蒸馏用一个塔从发酵成熟醪中分离获得酒精成品,称为单塔蒸馏。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 test0552
test0552
本文标题:酒精生产过程中蒸煮流程
链接地址:https://www.777doc.com/doc-5935345 .html