您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 机械加工工艺过程卡及工序卡
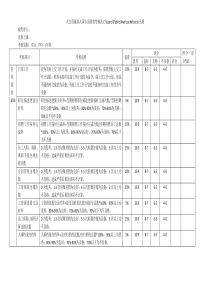
1湖北汽车工业学院机械工程系机械加工工艺过程卡第页共页零件名称年产设计钢领材料毛坯种类工序号工序名称设备名称设备型号设备数量作业时间min工时定额min设备负荷率%备注班级学号组号姓名批阅成绩日期2机械加工工艺过程卡填写说明湖北汽车工业学院机械工程系机械加工工艺过程卡共(1)页第(2)页零件名称(3)年生产钢领(4)材料(5)毛坯种类(6)每坯件数(7)工序号工序名称设备名称设备型号设备数量作业时间min工时定额min设备负荷率%备注(8)(9)(10)(11)(12)(13)(14)(15)(16)班级组号成员批阅组成绩日期(1)过程卡和工序卡的总页数;(2)当前页页序;(3)按零件图填写;(4)按设计任务书填写,包括了备品率和废品率;(5)按零件图填写;(6)填写“铸件”、“锻件”、“圆钢”、“板钢”等;(7)每毛坯可加工同一零件的数量;(8)工序号,可依自然数连续或不连续编号;(9)工序名称如“钻××孔”、“粗铣××面”、“攻××螺纹”等;(10)填写设备名称如“立钻”;(11)填写设备型号如“Z5125A”;(12)填写该工序所需设备数量;(13)基本时间tm和辅助时间ta之和,也称为操作时间。基本时间取自工序卡。辅助时间按工序卡所表明的工序操作动作,查各动作的时间定额标准并累加得到(未见占基本时间百分比数据);(14)工时定额tt按公式tt=(tm+ta)[1+(α+β)﹪]计算。其中布置工作地时间、休息和生理需要时间按它们占作业时间的百分比((α+β)﹪)查表得到,不计准备和终结时间;(15)设备负荷率=(13)×(4)÷(251天×8小时×60分×(12));(16)根据需要填写。1湖北汽车工业学院机械工程系机械加工工序卡零件名称切削液共页工序名称工序号第页设计校对修改审核机床夹具名称序号工序内容设备型号刀辅具名称量检具名称主轴转速r/min切削速度m/min进给量mm/r切削深度mm切削长度mm基本时间min2机械加工工序卡填写说明湖北汽车工业学院机械工程系机械加工工序卡零件名称(1)切削液(2)共(3)页工序名称(4)工序号(5)第(6)页(7)机床夹具名称(8)序号工序内容设备型号刀辅具名称量检具名称主轴转速r/min切削速度m/min进给量mm/r切削深度mm切削长度mm基本时间min(9)(10)(11)(12)(13)(14)(15)(16)(17)(18)(19)(1)、(3)、(4)、(5)、(6)、(11)同于对工艺过程卡相应内容的说明;(2)采用的切削液名称,如“水”、“水溶液”、“乳化液”等;(7)工序简图。要求:①主要简图是零件在机床上装夹位置的主视图,应有零件的外形轮廓,与本工序无关的结构要素不表示。②完整表示工序定位基准、夹压力方向和作用面、夹压方式(机械夹紧、液压夹紧、气动夹紧、电磁夹紧),也可规定夹压位置。③用特粗线条表示出加工面,注明工序尺寸及公差、加工面的相对位置精度、表面粗糙度等。④表示工序同时装夹零件的数目和排列方式。⑤若绘制简图的位置不够,可另页绘制(该页上保留工序卡表头,其它位置绘简图),顺序在本工序卡片之后,有页码。(8)若需要专用夹具,填写夹具名称,如“钻夹具”。否则不填;(9)本工序工序内容序号,依自然数连续编号;(10)工序加工内容和主要技术要求。外协序只写工序名称和主要技术要求,如热处理的硬度和变形要求、电镀的镀层厚度。设计或工艺要求加工面配做配钻时,要在配做配钻前该面的最后工序另起一行注明,如“××孔与××件配钻”;(11)填写设备型号如“Z5125A”;(12)专用的填写编号,由于没有编号规则,可填写刀辅具名称,并示以“专用”含义,如“成形铣刀”。标准的填写名称、规格,如“锥柄钻头Φ14.3×200”、“45°车刀”;(13)填写量检具名称,如“孔位检具”、“卡规”等,已有“专用”含义。标准的填写名称、规格、精度,如“卡尺0~125,0.02”、“杠杆表0~0.8,0.01”。(14)、(15)、(16)、(17)切削用量三要素,由分析计算或查表得到。(18)工件切削部分的长度;(19)直接改变加工对象几何状况或材料性质的工艺过程所消耗的时间,用相应加工方法基本时间计算公式计算。切削加工时,不仅与切削长度、走刀次数和切削用量有关,还与切入量、切出量、刀具尺寸等有关。2
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 zcymixer
zcymixer
本文标题:机械加工工艺过程卡及工序卡
链接地址:https://www.777doc.com/doc-6003952 .html