您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 咨询培训 > 教案一电机正反转线路的PLC控制
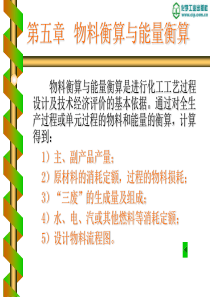
模块二基本控制指令应用任务一电机正反转线路的PLC控制(一)任务的引入和分析(用时约5分钟)工农业生产中,生产机械的运动部件往往要求实现正反两个方向运动。例如,在铣床加工的工作台左右、前后和上下运动,起重机的上升与下降等,可以采用机械控制、电气控制或机械电气混合控制的方法来实现,当采用电气控制的方法时,则要求电动机能实现正反转运行。模块二基本控制指令应用任务一电机正反转线路的PLC控制(一)任务的引入和分析本任务是在实验台上模拟安装与调试PLC控制的三相异步电动机正反转,要求如下:起动时,按下正向启动按钮,电动机正向运行;按下反向启动按钮,电动机反向运行。按下停止按钮,电动机停止运转。保护措施是具有必要的短路保护和过载保护,能实现按钮互锁和接触器互锁。用PLC控制电机的正反转时,主电路不能变。实质上是用PLC控制电路来替代传统交流接触器继电器系统中的控制电路。模块二基本控制指令应用任务一电机正反转线路的PLC控制图2.1双重联锁的正反转控制电路模块二基本控制指令应用任务一电机正反转线路的PLC控制图2.1双重联锁的正反转控制电路原理模块二基本控制指令应用任务一电机正反转线路的PLC控制(二)基本知识(用时约10分钟)表2.1置位复位指令格式及功能置位指令与复位指令的使用说明如下:(1)bit表示位元件,N表示常数,N的范围为1~255。(2)被S指令置位的软元件只能用R指令才能复位。(3)R指令也可以对定时器和计数器的当前值清0。指令名称梯形图指令表逻辑功能操作数置位指令S_bit─()NSbit,N从指定位开始的N个元件置1并保持Q、M、SM、T、C、V、S、L复位指令R_bit─()NRbit,N从指定位开始的N个元件清0并保持模块二基本控制指令应用任务一电机正反转线路的PLC控制(二)基本知识置位指令与复位指令的使用举例:启动按钮(常开触点),接输入继电器I0.0端口,停止按钮(常开触点),接输入继电器I0.1端口,控制电动机的接触器接输出继电器Q0.0端口。a)梯形图程序b)指令程序c)时序图分析图2.2置位复位指令应用举例网络1LDI0.0SQ0.0,1网络2LDI0.1RQ0.0,1I0.0I0.1Q0.0模块二基本控制指令应用任务一电机正反转线路的PLC控制(二)基本知识注意区别:置位复位指令编程的原理“启-保-停”电路编程的原理模块二基本控制指令应用任务一电机正反转线路的PLC控制(三)任务实施(用时约40分钟)实践操作前的准备如下:1、I/O分配根据任务分析,对输入量、输出量进行分配如下:输入量输出量正向启动按钮(SB2)I0.0正转接触器(KM1)Q0.0反向启动按钮(SB3)I0.1反转接触器(KM2)Q0.1停止按钮(SB1)I0.2热继电器常闭触点(FR)I0.3模块二基本控制指令应用任务一电机正反转线路的PLC控制(三)任务实施上机操作接线:2、PLC硬件接线图图2.3PLC外部接线图模块二基本控制指令应用任务一电机正反转线路的PLC控制(三)任务实施打开编程电脑,使用编程软件编写程序:3、创建工程项目创建一个工程项目,并命名为电机正反转线路的PLC控制。4、编辑符号表如图2.4所示:图2.4编辑符号表模块二基本控制指令应用任务一电机正反转线路的PLC控制(三)任务实施使用编程软件编辑和监控调试程序的运行:5、设计梯形图程序(1)采用“启-保-停”电路设计正反转控制线路梯形图程序(2)采用置位S、复位R指令设计梯形图程序6、运行并调试程序下载程序,在线监控程序运行,分析程序运行结果并编写语句表。模块二基本控制指令应用任务一电机正反转线路的PLC控制(三)任务实施参考程序:1.如下图2.5“启-保-停”电路设计法模块二基本控制指令应用任务一电机正反转线路的PLC控制(三)任务实施参考程序:2.如下图2.6使用置位和复位指令设计模块二基本控制指令应用任务一电机正反转线路的PLC控制(四)考核评分满分100分操作时间40分钟序号主要内容考核要求评分标准配分得分1安装与接线将PLC控制的硬件外部接线图在实验台上正确安装,接线正确、牢固、美观1、接线不正确,没按PLC外部接线图接线,每处扣3分2、接线不牢固、不美观,每根扣2分3、接点松动、遗漏,每处扣1分4、损伤导线绝缘或者线芯,每根扣1分252程序输入与运行调试熟练操作计算机,熟悉编程软件、能将程序正确的输入并下载至PLC;按照被控设备的要求进行运行调试,能达到设计要求1、不熟悉计算机操作,扣5分2、不熟悉编程软件的使用,不会用插入、删除、修改等命令,每处扣2分3、1次调试不成功扣5分,2次调试不成功扣15分,3次调试不成功扣30分653安全与文明生产遵守安全用电的各项规则违反安全文明生产规则,扣5~10分10备注合计100年月日模块二基本控制指令应用任务一电机正反转线路的PLC控制(五)拓展与提高(用时约20分钟)有些生产机械如行车、万能铣床、磨床等,要求工作台在一定距离内能自动往返,通常利用行程开关控制电动机正反转实现。模块二基本控制指令应用任务一电机正反转线路的PLC控制(五)拓展与提高任务要求如下图2.7工作台位置控制,设备运动工作台受左、右限位行程开关的控制模块二基本控制指令应用任务一电机正反转线路的PLC控制(五)拓展与提高工作原理图如图2.8位置控制电路模块二基本控制指令应用任务一电机正反转线路的PLC控制(五)拓展与提高实施步骤:(1)先分析如图2.8位置控制电路的工作原理(2)根据控制要求写出PLC控制的输入/输出点分配表(3)画出PLC外部接线图(4)创建一个新的工程项目,并命名为“位置控制”的PLC编程。(5)编辑符号表(6)设计梯形图程序,建议采用“启-保-停”和置位复位指令两种方法编写程序。模块二基本控制指令应用任务一电机正反转线路的PLC控制(六)课后思考(用时约5分钟)如下图2.9磨床工作台自动往返运行模块二基本控制指令应用任务一电机正反转线路的PLC控制(六)课后思考如下图2.10磨床工作台自动往返控制电路原理图模块二基本控制指令应用任务一电机正反转线路的PLC控制(六)课后思考步骤:(1)先分析如图2.10磨床工作台自动往返控制电路原理图的工作原理(2)根据控制要求写出PLC控制的输入/输出点分配表(3)画出PLC外部接线图(4)创建一个新的工程项目,并命名为“自动往返运行”的PLC编程。(5)编辑符号表(6)设计梯形图程序,采用“启-保-停”或置位复位指令两种方法编写程序。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 gameb
gameb
本文标题:教案一电机正反转线路的PLC控制
链接地址:https://www.777doc.com/doc-6022693 .html