您好,欢迎访问三七文档
1、最近更新日期:2020年6月22日星期一前言•前言:品質管制是根據消費者導向之思想,掌握誰是顧客以及其所要求,利用公司固有技術能力,使該要求能便宜.適時.安全而具體實現因此,公司每一個份子在自己崗位上,應具備品質意識.問題意識.改善意識,尋求本身工作方法或推展方法之缺失,謀求改善,全員協力之下達到顧客之需求與社會之要求,其管理方法就是應用統計手法或觀念採用[根據數據.事實發言]的統計方法來管理,除了可客觀判定事實外,亦具有相當合理的說服力.品質管理七大手法是利用一些簡易之圖形方法在品管作業中,被用來當做是品質數據與資料之整理及顯示或者用做品質改善之工具.最近更新日期:2020年6月22日星期一說明•內容:1.根據事實與數據發言:檢核表(Checksheets)/散布圖(Scatterdiagrams)2.整理原因與節骨之關係,以探討潛在性之問題特性要因圖(Causeandeffectdiagrams)3.凡事物不能完全單用平均值來考慮,應了解事物均有變異存在,須從平均值與變異性來考慮直方圖(Histograms)/管制圖(ControlCharts)4.所有數據不可僅止於平均,須根據。
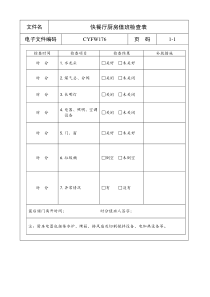
2、數據之履歷,考慮適當分層層別法(Stratification)5.並非對所有原因採取處置,而是先就其中影響較大的2~3項採取重點管理柏拉多圖(Paretodiagrams)•目的:1.日常管理2.特別調查3.取得記錄•原則:1.簡明易填寫2.以符號代替文字3.點檢項目隨時檢討必要性4.點檢結果必須反應有關單位5.使用符號時必須標註意義•分類:1.點檢用檢核表確認作業實施與機械設備的實施情形.預防發生不良或事故.2.記錄用檢核表將數據分為幾個項目別,以符號或數字記錄的圖或表.檢核表Checksheets點檢用檢核表90年2月設備點檢表設備名稱:潔淨台設備編號:□32400010~32400012□32400016~32400017擔當者:NO部位基準方法/工具週期123456789101112131415161718192021222324252627282930311前置過濾器是否為白色目視/無1次/週2燈管功能正常(亮燈)目視/無1次/週3風扇是否能啟動目視/無1次/週4機台外觀潔淨度須清潔目視.手/無1次/週點檢者閱管1.設備若異常請註明其設備編號2.記錄符號:V正常、×待修、○已。
3、修復3.本表請確實填報,如影響生產效率,品質,請主動呈報檢修,以維護機械壽命,以達預防保養功效。4.簽核流程:點檢者→組長簽核表單編號:T-3610006-000-A版本:01核主點檢基準實施日期記錄用檢核表產品名稱吉祥背光板位置測試方法外觀目視檢驗員黃美麗樣本大小3000批號2B112P日期2001/2/1不良項目畫記不合格點數黑點13輝點8AL污染5M/F翹曲6其他4總和36檢核表_步驟•步驟:1.確定蒐集資料的具體目的.2.列舉所需數據資料的項目.3.確立對數據資料的分析方法,所採用的統計工具.4.繪製檢核表.5.評審與試用.產品名稱吉祥背光板位置測試方法外觀目視檢驗員黃美麗樣本大小3000批號2B112P日期2001/2/1不良項目畫記不合格點數黑點13輝點8AL污染5M/F翹曲6其他4總和36散布圖Scatterdiagrams•目的:1.調查兩特性值間之相關性2.判斷異常值之存在與否3.應用於問題解決步驟中4.判斷趨勢決定最佳操作範圍相對應的兩組數據關係的分類1.原因(要因)與結果(特性)之關係:•照明度與工作效率.•品管圈開會時間與效果金額.2.結果(特性)與他結果(特性。
4、)之關係:•鋼材之引張強度與硬度.•品管圈開會之發言率與出席率.3.結果(特性)與兩個原因(要因)間之關係:•加熱爐之保持時間與保持溫度.•災害防止之安全動作與安全服裝.散布圖_步驟•步驟:1.蒐集數據資料.2.畫出長度大致相等的橫軸與縱軸,記上組的名稱/計量單位,做好尺度標記.3.按成對數據在圖上繪點.4.分析各點的散布狀態.•特徵:1.數據的分布型態2.數據的中心位置3.數據離散程度的大小4.數據和規格之間的關係•原則:1.掌握數據的分布狀態2.調查離散或偏離的原因3.與規格作比較檢視有無問題4.調查改善前後之效果•運用:1.掌握數據的分布狀態2.調查離散或偏離的原因3.與規格作比較並檢視有無問題4.調查改善前後之效果直方圖Histograms直方圖之製作•次數分配表:1.由全體數據中找出最大值與最小值2.求出所有數據中之全距3.決定組數:k=1+3.32logn數據數組數50~1006~10100~2507~12250以上12~204.決定組距:組距=全距/組數5.決定各組之上下組界最小一組的下組界=最小值-測定值之最小位數/2最小一組的上組界=下組界+組距6.計算各組的組中點:。
5、(上組界+下組界)/27.作次數分配表1.最大值170,最小值1242.170-124=463.n=200k=124.46/12=45.最小一組的下組界124-1/2=123.5最小一組的上組界123.5+4=127.5第二組的下組界127.5上組界127.5+4=131.5第三組的下組界131.5上組界131.5+4=135.56.組中點=123.5+127.5/2=125.5直方圖之製作•次數分配表:組號組界組中點劃記次數1123.5~127.5125.5142.127.5~131.5129.573.131.5~135.5133.5114.135.5~139.5137.513合計200(a)將所有數據,依其數據大小劃記於各組之組界內,並計算出其次數(b)將次數欄之次數相加,並以測定值之個數校核之,表中之次數總和與測定值之個數應相同.直方圖之製作•製作直方圖:1.將次數分配表圖表化,以橫軸表示重量的變化,縱軸表示次數2.橫軸及縱軸各取適當的單位長度,再將各組之組界分別標在橫軸上,各組界應為等距離3.以各組內之次數為高,各組之組距為底,在每一組上畫成一矩形,則完成直方圖4.在圖的右上角。
6、記入數據總數n及數據履歷,並畫出規格的上限及下限直方圖類型鐘型分配雙峰分配高原型分配邊緣突出型分配◎在繪製直方圖時會有下列幾種情形出現:※合乎規格的次數分配:(圖中:SL→規格界限,PL→製品界限)(1)PL充分在SL內,且平均值X在中間,表示製程良好。SLPLX(2)製程的變異很少,製程能力雖佳,但平均值X有偏上線趨勢,可能隨時產生不良品,故應調整,使平均值X能移到中間。SLPLX(3)SL=PL,雖然製品都在規格內,但沒有餘裕的力量,製品隨時會產生不良品,不能安心,有提高製程能力的必要。SLPLX(4)SL比PL實寬得太多,表示製程能力比規格好得多,可變更設計或減少檢驗使製程能經濟地進行,否則是一種浪費。SLPLX※不合格的次數分配:從技術上去研究改進。(1)製程平均值過於偏左邊,如技術上能將平均值變更時,取SL之中心值為新的X即可,已產生之製品需全檢挑出不良。SLPLX(2)製程之差異過大,需變更工程或變更SL,已產生之製品,需全數檢查挑出不良。SLPLX直方圖之使用注意事項•製作直方圖注意事項:1.異常值應除去後再分組2.對於從樣本測定值推測群體型態,直方圖是最簡單有效的方法3。
7、.所取得的數據之履歷應詳細(如時間.原料.測定者.設備.環境條件)4.在進行製程管理及分析改善時,可利用層別方法,將更容易找出問題的癥結點,對於品質的改善有事半功倍的效果柏拉多圖Paretodiagrams•來源:義大利學者VilfredoPateto1897年提出[少部分的人(20%)占有大部分的財富(80%)]•發展:品管學者Juran將柏拉多圖導入品管工作,做為分析屬性或計數值之資料[用來區分造成品質問題之少數重用原因及多數不重要之原因]•訊息:1.了解哪些項目屬於重要問題及大小順序2.知道每一項目在整體中所佔的比例3.可以預測減少某一項目後之整體利益4.可以知道改善之效果如何柏拉多圖不良項目畫記不合格點數百分比累積百分比黑點1336%36%輝點822%58%M/F翹曲617%75%AL污染514%89%其他411%100%總和36100%0246810121416182010%50%100%01234567891010%100%36%58%75%89%100%02468101214不良數量0%10%20%30%40%50%60%70%80%90%100%累計百分比不良項目138。
8、654累計百分比36%58%75%89%100%黑點輝點M/F翹曲AL污染其他CBA柏拉多圖_步驟•步驟:1.確定數據的分類及其計量單位.2.確定數據的時間週期.3.蒐集數據.4.整理數據及計算.5.繪圖.6.將不良類型分類.A-80%以內B-80%~90%C-90%~100%不良項目畫記不合格點數百分比累積百分比黑點1336%36%輝點822%58%M/F翹曲617%75%AL污染514%89%其他411%100%總和36100%0246810121416182010%50%100%01234567891010%100%36%58%75%89%100%02468101214不良數量0%10%20%30%40%50%60%70%80%90%100%累計百分比不良項目138654累計百分比36%58%75%89%100%黑點輝點M/F翹曲AL污染其他特性要因圖(Causeandeffectdiagram)•發展:石川馨博士(Ishikawa)於1943年所發展出來的,又稱石川圖Ishikawadiagram•目的:[為一問題分析工具,用以辨認造成某一特定問題之所有可能原因]•優點:1.對。
9、於一個特定之問題,特性要因圖可以提供一個開放討論之架構.2.特性要因圖可以使我們集中注意力於發掘造成問題之原因.3.可鼓勵各階層之員工參與問題之解決,並且可增進溝通.特性要因圖[魚骨圖]問題描述機器設備Machinery方法Methods材料Materials作業員Manpower環境Environment背骨大骨中骨小骨魚骨圖_步驟•步驟:1.確定要分析的問題(結果).2.進行原因分類.3.廣泛收集記錄各項原因.4.記載有關事項.問題描述機器設備Machinery方法Methods材料Materials作業員Manpower環境Environment背骨大骨中骨小骨魚骨圖_注意事項•繪圖應注意事項:1.集合全員的知識與經驗.2.應用腦力激盪術,全員發言.3.把要因層別.4.把重點放在解決問題上,依5W1H的方法逐項列出.Why,What,Where,When,Who,How5.應按特性別繪製多張的特性要因圖6.原因解析越細越好7.確認原因的重要程度,應考慮其可行性.價值,並經討論表決後決定8.應將圈出的重要原因整理出來,重新製作另一特性要因圖9.記入必要的事項於圖旁(製品名稱/工程名。
10、稱/完成日期/參與人員)10.品質特性的決定以現場第一線所發生的問題來考慮11.管理者避免指示層別法(Stratification)•目的:以數台機械製作同種製品時,各機械常有其特性或缺點,故製作品也就由於不同的機械設備而有差異,這就是使製品發生變異的主要原因。如能按機械,分別收集數據加以解析,才能找出真正影響的原因,使用層別法調查原因才不會使原因混淆,影響行動的正確性。:第一台機械:第二台機械:第三台機械05101520不良率%層別的對象與項目1.時間的層別:小時別.日期別.週別.月別.上下午別.季節別2.作業員的層別:班別.組別.操作法別.年齡別.性別.教育程度別3.機械.設備的層別:台別.廠所別.機型別.年代別.機種別.工具別4.作業條件的層別:溫度別.溼度別.壓力別.天氣別.作業方法別5.原材料的層別:供應者別.製造廠別.產地別.材質別.大小別6.測定的層別:測定器別.測定者別.測定方法別7.檢查的層別:檢查員別.檢查場所別.檢查方法別8.環境.天候的層別:氣溫別.溼度別.照明別9.地區的層別:國內與國外別.南區與北區別10.製品的層別:新舊品別.標準品或特殊品別.製造別管制圖•。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 狐狸1118
狐狸1118
本文标题:QC七大手法
链接地址:https://www.777doc.com/doc-6071111 .html