您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 其它文档 > 2014空压机组大修方案解析
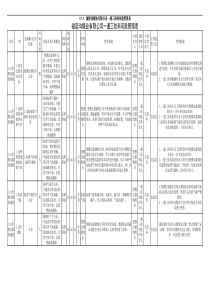
云南泸西大为焦化有限公司空压机组大修方案编号:Q/LXJHJLJC-0067编制:审核:批准:批准日期:年月日一、设备概况:空压机:3MCL705型空气压缩机是沈鼓集团生产的一种多级离心压缩机,机壳为水平剖分式,其主要功能是对空气的压缩和输送。压缩机主要由定子(机壳、隔板、密封、平衡盘密封)、转子(轴、叶轮、隔套、平衡盘、轴套、半联轴器等)及支撑轴承、推力轴承、轴端密封等组成。压缩机为三段压缩(共五级叶轮),压缩机的级间密封采用迷宫密封,叶轮采用闭式、后弯型叶轮;支撑轴承采用可倾瓦轴承,止推轴承采用米契尔型轴承;轴端密封采用迷宫密封,联轴器采用膜片联轴器,轴的监测采用轴位移探头和轴振动指示器。汽轮机:NH32/01汽轮机为杭州中能汽轮动力有限公司生产,为单缸、冲动、公共底盘快装式,其主要功能是拖动空压机运转。转子为整段式结构,由一个双列复速级和七个压力级构成,末三级为动叶扭叶片,前轴承为径向止推球轴承,后轴承为椭圆轴承。转子输出轴与空压机间采用金属膜片挠性联轴器连接。空压机组自2010年8月投产,到2014年3月累积运行已到三年多时间,目前汽轮机前汽封漏气较大,空压机轴振动测量点VISA1009波动大,现已解除联锁,从今年10月份以来,汽轮机VISA1056AB/VISA1057AB前后轴振动波动频繁,VISA1057B最高达到65微米左右。二、检修内容:空压机部分:1.首先拆除联轴器护罩,进行联轴器对中复查,并做好原始记录;2.拆卸大盖,清洗检查转子密封、叶轮、隔板、缸体等零件腐蚀、磨损、冲刷、结垢等情况;3.根据检查情况更换各级密封,调整间隙、转子总窜量;4.检查、测定转子各部位的径向跳动和端面跳动;5.检查、测量、修理或更换径向轴承和止推轴承,调整间隙在规定范围内;6.检查、测量各轴颈的完好情况,必要时对轴颈表面进行修理;7.测量轴向窜动间隙,检查止推轴承定位的准确性;8.检查止推盘表面粗糙度及测量端面跳动;9.检查、调整各测振探头,轴位移探头及所有报警信号、联锁、安全装置及其它仪表装置;10.清洗检查缸体中分面及连接螺栓;11.气缸支座螺栓检查及导向销检查;12.检查拧紧各部位紧固件、地角螺栓、法兰螺栓及管接头等;13.检查仪控、电控系统。汽轮机部分:1、仪表断开测量点并做好相关标记,包扎好相关接头;2、解体检查径向轴承和止推轴承球轴承,测量瓦量、瓦背预紧力、油封间隙、转子窜动量和分窜量,必要时进行调整或更换零部件;3、检查轴颈、止推盘的完好情况,必要时加以修复;转子清洗除垢、宏观检查有关部位作无损探伤,检查后几级长叶片叶根的紧固情况;4、清洗检查汽缸、隔板、静叶持环、各级静叶片、喷嘴等,并着色检查,清洗各级汽封、平衡盘密封、轴端汽封等,并测量各部位汽封间隙,修理或更换损坏件;5、汽缸、隔板与轴承座瓦底中心检查,并根据情况进行调整;检查转子在缸体中的工作位置,测量各通流部位间隙,视情况进行调整;6、检查清洗缸体滑销、调整各主要管道支架、弹簧吊架;7、清洗检查危急遮断器,测量危急遮断器杠杆与轴位移凸台及危急保安器飞锤头部间隙;6、检查调节阀传动机构;试验主汽阀动作情况;7、消除跑、冒、滴、漏等问题;8、手动盘车装置、电动盘车装置检查是否完好;油动机二次油管接头拆下焊接处理;9、空压机、汽轮机检修工作结束后,进行机组联轴器对中找正。辅机部分:1.检查和清洗油过滤器、油冷却器;2.级间冷却器列管清洗,凝汽器检查清洗;3.1#2#油泵检查;4.1#2#凝结水泵检查,2#凝结水泵出口法兰更换垫片;5.一抽气器压力表根部阀弯管疏通检查,排气阀检查。三、所需材料(备件、材料):序号备件名称规格型号材质单位数量备注一空压机部分3MCL7051带孔瓦块533X122TC72B件4有备件2瓦块533X124TC72件6有备件3推力瓦块535X88TC89件7有备件4推力瓦块535X113TC101件2有备件5推力瓦块535X115TC101件3有备件6密封(1/4)230-533H120件4有备件7密封230-4577H983件2有备件8密封(1/4)230-2745H666件4有备件9密封230-4553H983件2有备件10密封230-4554H983件2有备件11密封(Φ700B9-B12)23-34H14件2有备件12平衡盘密封230-5349H1114件2有备件13密封(1/4)230-5348H1114件4有备件14密封(1/4)230-4579H983件4有备件15密封230-1604H404件2有备件16轴端密封230-5350H1114件2有备件17轴端密封230-5351H1114件2有备件18油封(上、下)230-5352H1114件2有备件19油封230-3685H849件2有备件20驱动螺栓HSF6210-31件12无21厚垫HSF6210-32件12无22自锁螺母GB889件12无23连接螺栓GB889件24无24自洁式空气滤芯TONG3270-F7只35有35只25密封胶704只40热电领26油过滤器芯子Φ156X45410u件2有备件二汽轮机部分NH32/0127汽封环(带弹簧片)HS3302.06.01.04付2有备件28汽封环(带弹簧片)HS3302.06.01.03付5有备件29汽封环(带弹簧片)HS3001.06.01.02付2有备件30汽封环(带弹簧片)HS3001.06.03.01付1有备件31汽封环(带弹簧片)HS3001.06.03.02付4有备件32汽封环(带弹簧片)HS3015.06.03.01付2有备件33后轴承HS3001.08.02付1有备件34主推力瓦圈HS2006.08.04.05付1有备件35付推力瓦圈HS2006.08.04.04付1有备件36调整垫片HS2006.08.04.03付1有备件37轴瓦HS3001.08.04.03付1有备件38油封环HS2006.07.01.02付4有备件39油封环HS3001.07.02.03付2有备件40密封圈5-7429-0080-00件1有备件41O型密封圈70X3.1GB1235-76件1有备件42密封圈5-7428-9101-00件1有备件43O型密封圈80*3.1GB1235-76件1有备件44骨架式密封5-7428-9101-00件1有备件45石棉石墨密封环5-3450-2403-01件20有备件46石棉石墨密封环5-3450-2403-02件8有备件47滑动轴套25/32Χ305-7525-0008-20件4有备件48Du轴套40/44Χ205-7520-0046-26件4有备件49Du推力片Φ42/Ф66Х1.55-7521-0048-30件2有备件50关节轴承EM105-7401-1006-00件1有备件51推力球轴承51100个1有备件52错油门滑阀组合2-7080-0507-00件1有备件53锥销GB117Φ6Χ45个2有备件54锥销GB117Φ6Χ28个2有备件55锥销GB119Φ6Χ12个1有备件56销GB879-86Φ2.5Χ18个2有备件57O型密封圈Φ160Χ3.1个1有备件58O型密封圈Φ20Χ3.1个10有备件59O型密封圈Φ26Χ3.1个2有备件60O型密封圈Φ30Χ3.1个1有备件61O型密封圈Φ40Χ3.1个1有备件62O型密封圈Φ54Χ3.1个1有备件63O型密封圈Φ75Χ3.1个1有备件64组合垫圈Φ22个4有备件65组合垫圈Φ27个2有备件66组合垫圈Φ33个1有备件67弹簧3-9002-2506-00件1危急遮断器(有备件)68导向片5*1*663-3033-0501-02件169导向片10*1*663-3033-1001-04件170O型密封圈GB25/255-76个171飞锤123-1523-2302-00件172螺钉3-0389-1201-00件1有备件73O型密封圈O-RINGΦ155Χ3.55个2油动机密封组件(有备件)74O型密封圈O-RINGΦ56Χ2.65个175O型密封圈O-RINGΦ40Χ2.65个176活塞环PISTORODD160.03个377特殊防尘圈SPECIALDUSTRINGD160.08.05个178特殊Y环SPECIALY-RINGD160.08.03个279上定位套D160.08.04个180中定位套D160.08.02个181下定位套D160.08.07个182O型密封圈101.299H1110131N-1u个1有备件83汽缸密封脂威伏600(2.5公斤/桶)厂家:上海威能新材料技术有限公司桶1无材料四、计划检修时间:2014年3月,检修时间共计48小时五、技术、安全、项目负责人:技术负责人:张朝德施和良安全负责人:浦仕佐火电安全员由火电建设公司指定分厂项目负责人:王泽卫火电项目负责人(由火电建设公司指定)六、检修质量要求:空压机部分:(1)轴承检查;a、检查轴承合金磨损情况,有无夹渣、气孔、裂纹、脱胎和脱落等缺陷;b、检查合金与瓦胎的结合情况,若合金脱胎,则必须更换备件;c、检查轴承结合面是否接触良好,瓦枕与轴承座瓦底之间的接触是否光滑,接触面积应在70%以上,并且分布均匀,在不承受转子重量时,下部球面垫铁与瓦枕应有0.03~0.05mm间隙;d、检查轴承进油孔应清洁畅通,进油孔周围应接触良好;e、轴承间隙的测量:支承轴承间隙隙(0.187~0.28)mm;推力轴承轴向间隙(0.25~0.35)mm;轴承压盖压紧量(0~0.02)mm;f、轴承检查时,保留拆开、检查、安装时的所有测量数据及其他技术参数。(2)各级密封检查更换、空压机转子与定子各部位间隙要求:如下表;密封间隙部位间隙要求(mm)备注一级叶轮密封2.10-2.30二级叶轮密封1.50-1.70三级叶轮密封1.30-1.60四级叶轮密封1.30-1.60五级叶轮密封0.70-0.90一级和二级级间密封0.65-0.85三级与四级级间密封0.65-0.85一段与三段密封0.65-0.85三段与二段密封0.60-0.85前、后端轴封0.50-0.70前、后油封密封0.45-0.65(3)轴颈的检查、空压机内部密封面检查,检查后用704密封胶处理,防止窜气和漏气;(4)转子窜量的检查;a、在压缩机机壳上放置千分表,尽可能放在入口端(止推轴承端);b、让千分表触头与转子端部接触,把转子从一端移动过来,并在此位置上将千分表调定为零;c、将转子移到另一端,千分表上的读出的值就是止推轴承的窜量(转子串量≤0.35);注:端部窜量是不应超过间隙表上的最大值,若发现此值较高,最好重复此项操作,移动转子时要小心,避免弄错千分表读数;端部窜量由止推轴承外侧的调整垫片的厚度来确定,该垫片在压缩机首次安装时进行调正,只有在更换止推瓦块或其他部件时需要重调。(5)各仪表、联锁检查,安装在压缩机上的调节装置和仪表的拆、装及检查工作由仪表工完成;(6)各部位紧固件、地角螺栓、法兰螺栓及管接头无松动现象等;(7)检查各部连接螺栓的紧固情况,确认无松动现象,设备及所属管道、阀门等无跑、冒、滴、漏现象,检查运动部件是否转动自如;汽轮机检修方法和质量标准:汽缸的拆卸1、汽轮机停机后,当汽轮机前汽缸温度降到120℃以下才允许拆除保温材料,前汽缸温度降到50℃以下时才能进行其他拆卸工作;2、拆除振动探头等有关仪表元件,注意保护好仪表接线、接头及管套(联系仪表处理)。拆除妨碍检修的有关油、汽管线,封好所有开口,做好复位标记;3、拆除联轴器外罩,测量并记录联轴器中间套筒浮动量,拆除联轴器中间套筒,测量并记录轴间距,复查对中;4、在汽缸前后紧固螺栓下垫入0.5mm厚铜皮压紧,将下半缸前部猫爪下顶丝顶到位并垫入适当厚度的垫铁,以保证松开中分面螺栓后,下半缸上下位置不变;5、用液压专用工具拆下联轴器,拆除汽轮机转子之间的膜片联轴器,复查对中6、拆除汽轮机盘车器、错油门油动机;7、窜动转子测量并记录止推轴承间隙,将转子推向工作侧,复查危急遮断器杠杆与转子上轴位移凸台及危急保安器飞锤头部之间的间隙;8、拆除前后轴承箱上盖,检查
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 wucyh
wucyh
本文标题:2014空压机组大修方案解析
链接地址:https://www.777doc.com/doc-6117705 .html