您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 造船焊接与切割技术-08
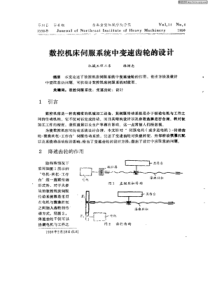
苗玉刚2010-3-1哈尔滨哈尔滨工程大学HarbinEngineerUniversity造船焊接与切割技术WeldingandCuttingTechnologyforShipbuilding焊接质量检验Weldingqualityinspection第8讲焊接质量检验授课内容:z常见焊接缺陷及产生原因z焊接质量测试与检验船舶事故¾焊接接头质量的好坏直接影响船舶与海洋结构物的使用、安全和寿命。“泰坦尼克”号资料图片油船船体的脆性破坏¾如果存在焊接缺陷,在风浪作用下,结构可能破坏,造成重大事故和损失。常见焊接缺陷焊接缺陷是指焊接过程中在焊接接头中产生的不符合设计或工艺条件要求的缺陷,主要有焊接裂纹、未焊透、未熔合、夹渣、气孔、咬边和焊瘤等。焊接缺陷的危害1)产生应力集中,降低承载能力;2)引起裂纹,缩短使用寿命;3)造成脆断。“北卡罗来纳”核潜艇焊接缺陷未焊透未焊透:焊接接头根部未完全熔透而留下空隙的现象称为未焊透。危害:它减少了焊缝的有效承载面积,在根部处产生应力集中,容易引起裂纹,导致结构破坏。未熔合焊道与母材之间,或焊道与焊道之间,未能完全熔化结合的部分称为未熔合。危害:它类似于裂纹,易产生应力集中,是危险缺陷。产生原因未熔透、未熔合的产生原因:1、焊接电流小、焊速过高2、坡口尺寸不合适3、电弧中心线偏离焊缝,电弧产生偏吹热输入过低坡口尺寸过小根部过厚烧穿或过烧焊接时熔化金属自焊缝背面流出并脱离焊道形成穿孔的现象叫烧穿或焊穿。危害:焊穿属于严重的焊接缺陷,等同于对工件形成了切割。形成原因1、焊接电流过大、焊速过小;2、厚板焊接时,熔池过大,固态金属对熔化金属的表面张力不足以承受熔池重力和电弧力的作用,从而形成熔池脱落;3、在薄板焊接时,如果电弧力过于集中,或者对缝间隙过大也会出现焊穿。咬边咬边:沿着焊趾的母材部位产生的凹陷或构槽,称为咬边。危害:它不仅会减少母材的承载面积,还会产生应力集中,危害较为严重,较深时应予消除咬边形成过程焊接时,由于焊缝两侧金属没有被很好地熔化,同时熔化焊缝金属受表面张力的作用容易聚集在一起而对焊趾部位的润湿性不好,容易形成固液态剥离,凝固后出现咬边。产生原因由于电弧电压过高、焊接电流过大、焊接速度过快、操作不正确都有可能形成咬边焊瘤焊瘤:是焊接过程中,熔化金属流到焊缝以外未熔化的母材上所形成的金属堆积。危害:易造成应力集中,并在下面伴随着未熔合、未焊透等缺陷。焊瘤形成原因形成原因:在横焊、立焊和仰焊的焊接中,由于焊接速动过慢和运条操作不当形成焊瘤;或者直接在焊缝上聚集成大的金属瘤,多数情况是由于不稳定的熔滴过渡造成。横焊仰焊夹渣夹渣:残留在焊缝金属中的熔渣称为夹渣。危害:因夹渣的几何形状不规则,存在棱角或尖角,易造成应力集中,它往往是裂纹的起源,过长和密集的夹渣是不允许存在的。内凹或下陷内凹或下陷:焊缝根部向上收缩低于母材下表面时称为内凹,焊缝盖面低于母材上表面时称为下陷。下陷内凹焊接裂纹形成:在焊接应力及其它致脆因素共同作用下,焊接接头中局部区域的金属原子结合力遭到破坏而形成的缝隙。特点:它具有尖锐的裂端和大的长宽比。焊接裂纹位置:裂纹多数发生在焊缝中,也有的产生在焊缝热影响区。危害:裂纹是焊接接头中最危险的缺陷,船舶与海洋结构物的破坏事故多数是由裂纹引起的。热裂纹冷裂纹热裂纹热裂纹常发生在焊缝区,在焊缝结晶过程中产生的叫结晶裂纹,也有发生在热影响区中,在加热到过热温度时,晶间低熔点杂质发生熔化,产生裂纹,叫液化裂纹。特征:沿晶界开裂(故又称晶间裂纹),断口表面有氧化色。产生原因a.晶间存在液态间层焊缝:存在低熔点杂质偏析热影响区:过热区晶界存在低熔点杂质形成液态间层}b.存在焊接拉应力防止措施:冶金因素拉应力热裂纹}防止措施a.限制钢材和焊材的低熔点杂质,如S、P等b.控制焊接规范,适当提高焊缝成形系数(即焊道的宽度与计算厚度之比),焊缝成形系数太小,易形成中心线偏析,易产生热裂纹c.调整焊缝化学成分,避免低熔点共晶物;缩小结晶温度范围,改善焊缝组织,细化焊缝晶粒,提高塑性,减少偏析。d.减少焊接拉应力e.操作上填满弧坑冷裂纹的形态和特征焊缝区和热影响区都可能产生冷裂纹,常见冷裂纹形态有三种:a.焊道下裂纹:在焊道下的热影响区内形成的焊接冷裂纹,常平行于熔合线发展b.焊指裂纹:沿应力集中的焊址处形成的冷裂纹,在热影响内扩展c.焊根裂纹:沿应力集中的焊缝根部所形成的冷裂纹,向焊缝或热影响发展a-焊道下裂纹;b-焊趾裂纹;c-焊根裂纹冷裂纹的形态和特征特征:无分支、穿晶开裂、断口表面无氧化色最主要、最常见的冷裂纹为延迟裂纹(即在焊后延迟一段时间才发生的裂纹—因为氢是最活跃的诱发因素,而氢在金属中扩散、聚集和诱发裂纹需要一定的时间)。氢致裂纹产生原因a.焊接接头存在淬硬组织,性能脆化。b.扩散氢含量较高,使接头性能脆化,并聚集在焊接缺陷处形成大量氢分子,造成非常大的局部压力。(氢是诱发延迟裂纹的最活跃因素,故有人将延迟裂纹又称氢致裂纹)c.存在较大的焊接拉应力防止措施a.选用碱性焊条,减少焊缝金属中氢含量、提高焊缝金属塑性b.减少氢来源,焊材要烘干,接头要清洁(无油、无锈、无水)c.避免产生淬硬组织棗焊前预热、焊后缓冷(可以降低焊后冷却速度)d.降低焊接应力棗采用合理的工艺规范,焊后热处理等e.焊后立即进行消氢处理(即加热到250℃,保温2-6h左右,使焊缝金属中的扩散氢逸出金属表面)焊接气孔产生原因:在熔池液态金属冷却结晶时,产生了气体,而且冷却速度较快,气体来不及逸出而导致。气孔类型①氢气孔:焊接时,电弧气氛中氢比较多,在高温时,大量的氢溶入熔池液态金属中,在熔池冷却结晶时,由于氢的溶解度急剧下降,析出氢气,造成氢气孔。气孔类型②一氧化碳气孔:FeO+C→Fe+CO↑熔池中FeO越多,产生CO气孔的倾向就越大,同理,液态金属中含碳量越多,也越易产生CO气孔CO2的分解与气氛组成CO2=CO+OFe+O=FeOC+O=CO↑气孔类型③氮气孔:保护效果不好,空气中的氮气进入熔池而导致。1)烘干焊条、焊剂。防止措施2)焊丝、坡口及两侧母材要除锈、油、水。3)采用短弧焊,控制焊接速度,以防空气进入熔池和以便已产生的气体有时间逸出熔池弧坑电弧焊时在焊缝的末端(熄弧处)或焊条接续处(起弧处)低于焊道基体表面的凹坑,在这种凹坑中很容易产生气孔和微裂纹。其它缺陷偏边焊接检验目的1、控制焊接缺陷,保证焊接结构的制造质量;2、评定制造工艺,该进焊接技术,提高产品质量;3、减少浪费,避免产品报废,降低成本4、可使焊接技术更广泛的应用焊接质量检验焊接质量检验可分为破坏性检验与非破坏性检验。非破坏性检验有外观检查、致密性试验和无损检验外观检查外观检查包括直观检验、量具检验。焊接检测尺由主尺、测角尺和游标尺、活动尺构成,即可作一般钢尺使用又可用于测量型钢,板材及管道错位、颇口角度、间隙尺寸、对接组焊缝、X型坡口角度、垂直焊缝高度(对接、角接)角焊缝高度、焊缝宽度、坡口错位、焊缝咬肉深度等用途致密性检验1、气密性试验2、吹气试验3、冲水试验4、煤油试验无损检测无损检测包括射线透射检测、超声检测、表面检测(磁粉检测、渗透检测、涡流检测)。射线探伤射线探伤:利用射线可穿透物质和通过物质有衰减的特性来发现缺陷的一种检测方法。ddeJJµ−=0Jd-通过厚度d物质后的强度d-通过物质的厚度μ-衰减系数射线探伤如果透过金属材料的厚度不同(裂纹、气孔、未焊透等缺陷,该处发生空穴,使材料变薄)或体积质量不同(夹渣),产生的衰减也不同。xxeeJJ∆−−−=)'(0'µµµx-工件除去缺陷的厚度Δx-缺陷厚度μ-缺陷中的衰减系数通过有缺陷部位的射线强度:射线探伤透过较厚或体积质量较大的物体时衰减大,因此射到底片上的强度就较弱,底片的感光度就较小,经过显影后得到的黑度就浅;反之,黑度就深。1)μ’μ,J’Jd,如气孔、裂纹、夹渣和未焊透等,底片上呈黑色影像,X光电视屏幕呈灰白色2)μ’μ,J’Jd,如夹钨,底片上呈白色块状影像,X光电视屏幕上呈黑色块状图像。3)μ’≈μ,J’≈Jd,缺陷得不到显示未焊透在底片上呈现规则的,甚至直线状的黑色线条,常伴有气孔或夹渣。在V、比V形坡口的焊缝中,根部未焊透都出现在焊缝中间,K形坡口则偏离焊缝中心V型坡口,手工电弧焊,未焊透形成原因:1)间隙太小;2)焊接电流和电压不当;3)焊接速度过快;4)坡口不正常等气孔多数为圆形、椭圆形黑点,其中心处黑度较大,也有针状、柱状气孔。其分布情况不一,有密集的,单个和链状的V型坡口,手工电弧焊,密集气孔形成原因:1)焊条受潮;2)焊接处有锈、油污等;3)焊接速度太快或电弧过长;4)母材坡口处存在夹层;5)自动焊产生明弧现象裂纹一般呈直线或略带锯齿状的细纹,轮廓分明,两端尖细,中部稍宽,有时呈现树枝状影像。X型坡口,自动焊,纵向裂纹形成原因:1)母材与焊接材料成分不当;2)焊接热处理不当;3)应力太大或应力集中;4)焊接工艺不正确夹钨在底片上呈现圆形或不规则的亮斑点,且轮廓清晰V型坡口,钨极氩弧焊打底+手工电弧焊,夹钨形成原因:采用钨极气体保护焊时,钨极爆裂或熔化的钨粒进入焊缝金属超声波探伤超声探伤原理:是利用焊缝中的缺陷与正常组织具有不同的声阻抗(材料体积质量与声速的乘积)和声波在不同声阻抗的异质界面上,通过超声波时会产生反射现象来发现缺陷的。超声波探伤z探伤时由探头中的压电换能器发射脉冲超声波。通过声耦合介质(水、油、甘油或浆糊等)传播到焊件中,遇到缺陷后产生反射波,然后再用另一个类似的探头或同一个探头接收反射的声波,经换能器转换成电信号,放大后显示在荧光屏上或打印在纸带上。超声波探伤根据缺陷的显示方法不同而又有A型、B型和C型。A型探伤仪是目前最常用、最普通的一种,可分为检波型和不检波型两种。纵波探伤纵波探伤是利用超声波的纵波进行探伤。探头移到有缺陷处,且缺陷的反射面比声束小,则荧光屏上出现始波A,缺陷波F和底波B横波探伤当工件存在缺陷而缺陷与声束垂直或倾斜角度很小时,声束会被反射回来,在荧光屏上出现缺陷F。表面波探伤表面波探伤也是属于斜探头探伤的一种,但探头的角度等于第二临界角,此法是专门用来发现表面或离表面很近的缺陷的。射线探伤和超声探伤技术特性比较检测方法射线照相法探伤超声探伤方法原理穿透法脉冲反射法物理能量电磁波弹性波缺陷部位表现形式完好部件与缺陷部位的穿透剂量有差异。其差异程度与这两部分的材质、射线透过的方向以及缺陷尺寸有关。在完好部位没有反射波,而在缺陷部位发生反射波。其反射程度与完好部位和缺陷部位的材质有关。信息显示射线底片荧光屏显示内容完好部位与缺陷部位的底片黑度差缺陷反射波的位置和幅度易于检测缺陷方向与射线方向平行的方向与超声波束垂直的方向易于检测缺陷形状在射线方向上有深度的缺陷与超声波束成垂直方向扩展的缺陷磁粉探伤利用在强磁场中,铁磁性材料表层缺陷产生的漏磁场吸引磁粉的现象,而进行的无损检验法称为磁粉探伤。当焊缝表面或内部有裂纹、气孔、夹渣等缺陷时,磁力线将绕过磁阻较大的缺陷,产生弯曲表面波探伤基本原理:在焊缝表面撒上磁粉,磁力线将穿过表面缺陷上的磁粉,形成“漏磁”,磁粉就被吸附在缺陷上。根据被吸附磁粉的形状、多少、厚薄程度,便可判断缺陷的大小和位置。渗透探伤采用带有萤光染料(萤光法)或红色染料(着色法)的渗透剂的渗透作用,显示缺陷痕迹的无损检验法称为渗透探伤。渗透探伤渗透探伤原理:将含有染料的渗透液涂敷在被检焊件表面,利用液体的毛细作用,使其渗入表面开口缺陷中,然后去除表面多余渗透液,干燥后施加显像剂,将缺陷中的渗透液吸附到焊件表面上来,通过观察缺陷显示迹痕来进行焊接结构表面开口缺陷的质量评定。渗透探伤基本步骤探伤方法选择问题根据焊缝的X射线探伤底片,判断为何种焊接缺陷,并说明形成原因及防止措施?
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 the_jing
the_jing
本文标题:造船焊接与切割技术-08
链接地址:https://www.777doc.com/doc-6138758 .html