您好,欢迎访问三七文档
当前位置:首页 > 电子/通信 > 综合/其它 > JAT600-280型喷气电子多臂织机织造工艺参数的探讨
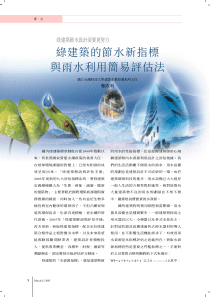
JAT600-280型喷气电子多臂织机织造工艺参数的探讨梁玉伟(山东济宁樱花纺织集团)1前言我公司九六年在引进日本丰田JAT600-280型喷气织机的同时,也引进了日本丰田JAT600-280型喷气电子多臂织机。多臂箱是由法国生产的STAUBLI1258RS型多臂箱组成。该电子多臂箱织机的织样及织样步骤由电脑直接输入,改织新品种时十分方便。织造工艺参数选择是否适当,对该多臂织机的生产效率影响极大。初期,由于对该机了解不够,死搬硬套该机说明书上的织造工艺参数,机器的生产效率只能达到30%左右,通过近五六年的生产实践,不断优化工艺配置,对该机织造工艺参数的选择及选择方法作了一些改进,掌握了该机织造工艺参数选择的基本规律,到目前为止,生产效率逐步提高,有的机台生产效率已达90%以上,平均效率也在83%以上。2织造工艺参数的选择和确定该多臂织机的织造工艺参数主要包括以下几个方面:后梁高度、停经架高度、综框高度、织口高度、经纱张力、开口角度、综平时间以及引纬参数等,现分述如下:2.1后梁高度的选择和确定由于喷气织机是靠气流来引纬的,与其他无梭织机(如剑杆织机,片梭织机)相比较,梭口清晰度对喷气织机的引纬影响较大。对上、下层经纱来说,影响梭口清晰度的,主要是上层经纱,因为上下层经纱都有下垂作用,这就要求上层经纱张力大些,采用上紧下松的不等张力梭口,为了形成这种梭口形式,后梁高度的选择就要偏低一些。在该机的说明书中介绍,在多臂机上,后梁高度为零,即采用等张力梭口,在这种情况下,纬停次数较多,机器的生产效率较低,纬停原因主要是上层经纱对纬纱的阻止。为了提高上层经纱张力,采用上紧下松的不等张力梭口,把后梁高度由零调到-3或-4(后梁的最低刻度为-5),即采用低后梁工艺,减少了机器的纬停次数,提高了织机的生产效率,织造效果较好。2.2综框高度的选择及量取方法综框高度对织机的生产效率和织物的质量是有一定影响的。首先,它影响梭口清晰度,提高综框高度与降低后梁高度的效果是相同的,它们都能形成上紧下松的不等张力梭口。同样,降低综框高度与升高后梁高度的效果也是相同的,它们都能形成上松下紧的不等张力梭口,这就要求我们根据织造的织物品种不同选择合理的综框高度。综框高度还影响织口高度,织口高度的高低对打纬是有很大影响的。此外,综框高度的确定还与梭口开口时下纱高度及梭口与异型筘槽的配合有关。关于综框高度的量取方法,在该机的说明书中,量取综框高度的方法是综框在上开口位置时,分别量取各片综框高度,因为各片综框高度从前到后逐渐增大,量取步骤较麻烦。通过一段时间的实践和探索,把量取综框高度的方法改为综平时量取综框高度,这时各片综框高度一致,量取综框高度比较方便。以我们的生产实践,综平时综框高度一般在175~180mm之间,根据织物的不同品种进行选择。2.3停经架高度的确定后梁高度和综框高度已经确定,停经架高度的确定十分容易,同他们相配合的升高或者降低就可以。2.4织口高度的选择织口高度对打纬运动是十分重要的,特别是对异型筘方式的喷气织机,织口高度的高低对打纬运动更为重要。织口高度选择不当,可能造成打纬力度不足或打纬力度过大,造成稀纬或密路,甚至把布面打成破洞。织口高度的确定原则就是保证织口一定要在异型钢筘的打纬点内,以便能够正常打纬。确定开口高度的因素主要是织口板高度和边撑杆托脚垫片厚度。在该多臂机上,我们选择织口板高度是3mm,效果更佳。除此之外,综框高度对织口高度也有一定的影响,有时也要予以考虑。2.5开口角度的选择和确定开口角度的大小对于引纬和织机的生产效率是有很大影响的,当开口角度大时,梭口清晰度高,便于引纬,但开口角度过大,开口时经纱伸长大,经纱断头率高,影响织机的生产效率。在保证正常引纬的条件下,以小开口角度为好。在该机说明书中介绍多臂机开口角度为30度,而实际生产中,根据不同的织物品种选择28或26度的开口角度,有时甚至是24度,织造效果并不错。另外根据织物的不同品种,每片综框也可以采用不同的开口角度。对于布边不好的织物,我们就采用地织物和边组织选择不同的开口角度来解决问题。2.6经纱张力的确定经纱张力的大小,不仅影响梭口清晰度,还影响经纱断头率,进而影响织机的生产效率。经纱张力大,梭口清晰度高,有利于引纬。但经纱张力过大,经纱断头率高,致使织机生产效率低。经纱张力过小,梭口清晰度差,纬停次数增多,也影响织机的生产效率。初期,选择的经纱张力是由丰田软件直接传送的经纱张力,一般品种的经纱张力在250~350㎏之间,此时,影响织机效率的主要原因是纬停次数过多。为了提高梭口清晰度,减少纬停次数,把经纱张力提高到400~450㎏之间,大大减少了纬停次数,但由于采用小开口角度工艺,经纱断头率并不增多,提高了织机的生产效率。2.7综平时间的选择说明书中介绍选择综平时间是300度,而在实际生产中,根据织物的不同品种并与引纬参数密切配合在290~310之间选择最佳参数,使织机处于最佳状态。2.8引纬参数的选择引纬参数主要包括电磁针打开时间,主辅各组喷嘴的喷射时间,开始引纬时间以及纬纱到达时间,这些工艺参数的选择要与综平时间合理配合以便引纬正常,减少纬停次数,提高织机的生产效率。3织造工艺参数的重点选择下面以我厂生产的几个多臂织物品种为例来具体说明一下该多臂织机的织造工艺参数的重点选择。3.1竖条织物在织造竖条织物(比如纹板图如图1所示)时,综框高度的确定对织机的生产效率影响极大。由纹板图可知,在织机开口时,第1~5片综框上的经纱,五分之四的经纱在开口上层,五分之一的经纱在开口下层,在经纱张力的作用下,把织口往上拉,而第6~10片综框上的经纱,五分之一的经纱在开口上层,图1竖条织物纹板图分之四的在开口下层,在经纱张力的作用下,把织口往下拉,这样在整个织口上就形成了波浪式织口,对于打纬不利,同时也影响梭口的清晰度,对引纬也不利。为了解决这个问题,综平时调整综框高度,调整第1~5片综框平齐,第6~10片综框平齐,但第6~10片综框高度比第1~5片综框高度高一些,就能保证整个织口在一条直线上,改善了打纬和引纬条件,便于引纬和打纬,对于布面质量也有一定量的提高。图1竖条织物纹板图3.2横条织物在织造横条织物(织样1和织样2的纹板图如图2所示)5时,织口高度,综高度以及后梁高度的确定十分重要。选择是否适当,直接关系到织造是否能够顺利进行。在织样1和织样2的相互转换过程中出现一系列问题,造成织造不能顺利进行。图2横条织物纹板图(织样1)现具体分析如下:第一,在织造织样1织机开口时,五分之四的经纱在开口上层,五分之一的经纱在开口下层,在经纱张力的作用下,织口在偏高位置。在织造织样2织机开口时,五分之四的经纱在开口下层,五分之一的经纱在开口上层,在经纱张力作用下织口在偏低位置。在织样1和织样2之间相互转换过程中,织口发生上下移动,对于打纬和引纬都不利,甚至不能正常引纬和打纬。为了能够正常引纬和打纬,必须合理选择边撑杆托脚垫片的厚度,织口板高度以及综框高度以确保适当的织口高度,保证织口即使发生上下移动时织口仍然在异钢筘的打纬点内,以便能够正常打纬。在该机的说明书中介绍,织造4/1的织物时,边撑杆托脚垫片厚度选择2mm,织造1/4的织物时,边秤杆托脚垫片厚度选择4mm,这样选择的机理是:织造4/1的织物时,五分之四的经纱在开口上层,五分之一的经纱在开口下层,在经纱张力的作用下,织口被拉向上方,为了保证织口在正确位置,所以选择边撑杆托脚垫片厚度薄一些(2mm),织造1/4的织物时,五分之四的经纱在开口下层,五分之一的经纱在开口上层,在经纱张力的作用下,织口被拉向下方,为了保证织口在正确位置,所以选择边撑杆托脚垫片厚度厚一些(4mm)。该横条织物属于联合组织,根据上述机理,为了保证织造两种组织时,织口都在正确位置,选择边撑杆托脚垫片厚度为3mm,效果好。第二,从织样2转换到织样1时,由大部分经纱在开口下层转换到大部分经纱在开口上层,由于采用低后梁工艺,形成上紧下松的不等张力梭口,在转换过程中,致使总的经纱张力突增,大大超过了经纱张力的设定值,电脑显示经纱张力过高而停车,不能正常织造。为了缓解织样转换时经纱张力的波动,适当提高后梁高度(一般也不会采用中后梁工艺,还是采用低后梁工艺)减小上、下层经纱张力的差异,以便织机能够正常织造。图2横条织物纹板图(织样2)3.3方格织物及其他多臂织物织造方格织物或其他多臂织物时,可以根据同样的原理进行分析,对织造工艺参数进行重点选择,以便提高织机的生产效率和织物质量。4结束语喷气电子多臂织机的各个织造工艺参数是相辅相成,互相联系的。选择织造工艺参数时,要统筹兼顾,切不可顾此失彼。否则,不仅不能受到良好的织造效果,还有可能会恶化织造条件。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 消逝的青春
消逝的青春
本文标题:JAT600-280型喷气电子多臂织机织造工艺参数的探讨
链接地址:https://www.777doc.com/doc-61540 .html