您好,欢迎访问三七文档
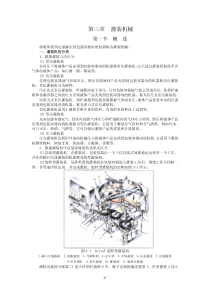
2009-6-111质量管理教程质量管理教程控控制制图图CHAPTEROUTLINECONTROLCHARTCONTROLCHART7.1概述--从运行图说起7.2计量值控制图QUALITYMANAGEMENTQUALITYMANAGEMENT7.3计数值控制图7.4CUSUM控制图基础7.1概述--从运行图说起运行图24222018161412质量特征值2时间101234567891011121314152009-6-112控制图控制图控制上限中心线控制下限控制图测量值24222018161412101234567891011121314UCLLCLCL3♦受控过程控制图上的点在统计意义上可以预测的.♦如果过程是连续的,控制线定义了期望变化的范围.控制下限时间15质876上控制限控制图的构成要素下控制限LCL质量特征值654321UCL中心线CL412345678样本号2009-6-113控制图原理及控制限的选择基于正态假设,利用概率原则判断过程是否正常区域区域控制上限区域区域99.7%95.5%68.3%控制上限AABBCCCC5控制下限BBAA控制上限中心线控制下限2422201816141210123456789101112131415UCLLCLCL6n=52009-6-114控制图的应用客户所有的需求,包括形式、功能、抱怨等.问题区(收集到的误工,高报废率和返工率).关键的定位尺寸.感兴趣的关键指标.7控制图示例82009-6-115控制图的解释正常模式只存在由于随机波动导致的偶因,点子排列随机机非正常模式点子排列不随机点子排列有缺陷9原则2:三个点中有两个点在A区控制图的判异准则XABCCBUCL10LCLA原则1:有一个点在控制线的外部2009-6-116AUCL原则4:连续9个点在中心线的一侧LCLXBCCBA11原则3:五个点中有四个点在B区以外AUCL原则6:连续14点交互上升下降LCLXBCCBA12原则5:连续六个点稳定的上升(或下降)2009-6-117AUCL原则8:连续8点在中心线两侧,但未在C区内LCLXABCCBA13原则7:连续15个点在中心线的上方或者下方数据类型计量型(measurement)计数型(counting)控制图的类型(measurement)(counting)子组样本容量n=2to6n=1n6计件值好/坏计点值样本容量不变样本容量变化样本容量不变样本容量变化zIX&MRzXbar&RzXbar&Sznp-charthtzp-chartzc-chartzu-chart14其它一些特殊控制图zT-chartszEWMA/EWMD控制图zCUSUM控制图zp-chart2009-6-118•工序质量的两种变异—随机性变异—系统性变异7.2计量值控制图系统性变异•控制图是通过样本观测值以图的形式检测工序是否存在系统性原因的一种方法•工序质量特性值在仅仅受到随机性因素影响时应服从正态分布,反映正态分布特征的参数有两个:,因而控制工序的波动就需要同时监测的变化这就是我们为什么经常使用控制图的原因σμ和σμ和RX15变化,这就是我们为什么经常使用控制图的原因。通过图检测工序均值的变化,通过R图监测工序分布标准差的变化R-X1.选择需控制的产品质量特征值2.确定抽样方案1、Xbar-R控制图的应用步骤2.确定抽样方案3.搜集数据4.确定中心线和上下控制限5.绘制和R控制图6.描点,必要时重新计算中心线和上下控制限X162009-6-119•所控制的产品质量特征值为计量值•所控制的产品质量特征值为关键质量特征步骤1选择需控制的产品质量特征值所控制的产品质量特征值为关键质量特征•若关键质量特征不可测量,采用其它代用质量特征进行控制时,一定要确认代用质量特征与关键质量特征密切相关•测量系统精度应能达到要求17(1)确定样本含量n采用控制图,样本含量一般取n=5(2)确定抽样方式R-X步骤2确定抽样方案(2)确定抽样方式—定期法—即时法一般采用即时法(3)确定抽样间隔期确定抽样间隔期应考虑的因素18确定抽样间隔期应考虑的因素2009-6-1110—工序稳定性—抽样时间及成本因素抽样时间及成本因素—工序能力指数—工序调整周期一般在两次相邻的工序调整之间要抽取20—24个样本19控制图控制图替代大,此时一般选用的估计,误差较作为对时,此时用当RXsXdRn--10*2σ≥极差法估计S2的相对效率如下:样本含量相对效率极差法估计σ的效率样本含量n相对效率21.0030.92240.97550.95560.93010085020100.850如果样本含量相对较小,用极差法估计的样本方差σ2和用S2估计的效果几乎一致。2009-6-1111•若初始建立控制图,至少要抽取100个以上的数据若样本含量n=5则至少要抽取20个样本步骤3搜集数据据,若样本含量n=5,则至少要抽取20个样本•数据必须是昀新的,能确切反映当前的工序水平•抽样时必须记录数据采集日期、时间、采集人等信息•抽样必须是随机的21步骤4确定中心线和控制限KXXXXXCLKX++++==L321X图:对于ARndXUCLndRnXUCLXXXX22213133=+===+=记所以:因为:σσσXCLX=RAXUCL2+=22RAXLCLRAXUCLndXX2222-=+=同样有:故:记RAXLCLX2-=RAXUCLX2+=有关的统计常数是与样本nA2*2009-6-1112dRRUCLKRRRRRCLRKR32133++++==L图:RDRddRUCLRDRdddRdRdRRUCLRRRR323423233)3-1(3-)31(333====+=+=+=+=σσσRCLR=RDUCLR4=RDUCLR3=23常数,可查表均为与样本含量有关的、、、、43232DDAddXbar-R控制限计算表__∑∑=====KKRR图的控制限样本数求总平均,—求平均极差__==R—必要时重新计算____________34=×=×==×=×=RDLCLRDUCLRRR图的控制限____________=×==×=RRLCLUCL__∑===XKXX图的控制限—求总平均____==X—24____-__-____________222====+=+==×=RAXLCLRAXUCLRAXXX图的控制限____-______________2===+==×=XXLCLUCLRA2009-6-1113Xbar-R控制限计算常数表2432dDDAn21.88003.2881.1283456789101.0230.7290.5770.4830.4190.3730.3370308000000.0760.1360.18402233.2882.5742.2822.1142.0041.9241.8641.81617771.1281.6932.0592.3262.5342.7042.8472.970307825100.3080.2231.7773.078估计标准差2ˆdR=σ实例:数据这是一个钻孔工序深度测量数据工序的控制图数据。有20个样本,每个样本含量都是5262009-6-1114实例:计算控制限_______∑∑===KRR样本数求总平均求平均极差204.67193.42_______∑===KXX求总平均2015.94318.231_____________________________________34∑=×=×==×=×===RDLCLRDUCLRKRR图的控制限样本数求总平均,04.6714.67102.1149.8727____________-_______-___________________________________222====+=+==×=RAXLCLRAXUCLRAXXX图的控制限0.57715.9415.944.6712.6952.6952.69518.6313.25控制限R-X步骤5绘制•在给定的控制图上,根据所计算出的图和R图的控制限,选定垂直轴上昀小区间单位所表示数据量,并在垂直轴上R-XX标明数据。请注意:在绘制控制限时,控制限(UCL和LCL之间)间的距离不应太大,也不应太小。距离太大,当有些数据点超出控制限时无法表示;距离太小,描点和分析时会比较困难。282009-6-1115•若初始建立控制图,须将样本的和R描在控制图上,以验证工序是否处于受控状态。X步骤6描点并在必要时重新计算控制限•如果描点后发现有的点超出控制限,这表明工序可能处于失控状态,应首先分析是否存在系统性原因,若找到了系统性原因,应将该数据点删除,然后重新计算控制限。29实例:描点302009-6-1116样本号观测值1观测值2观测值3观测值4观测值5AvgRangenA2D3D4110.68210.68910.77610.79810.71410.7320.11621.8803.27210.78710.8610.60110.74610.77910.7550.25931.0202.57310.7810.66710.83810.78510.72310.7590.17140.7302.28下表为某生产线加工某料棒长度的数据,抽取15组样本,建立控制图课堂练习:x-Bar和R图410.59110.72710.81210.77510.7310.7270.22150.5802.11510.69310.70810.7910.75810.67110.7240.11960.4802610.74910.71410.73810.71910.60610.7050.14370.420.081.92710.79110.71310.68910.87710.60310.7350.27480.370.141.86810.74410.77910.1110.73710.7510.6240.66990.340.181.82910.76910.77310.64110.64410.72510.7100.132100.310.221.781010.71810.67110.70810.8510.71210.7320.179110.290.261.741110.78710.82110.76410.65810.70810.7480.1631210.62210.80210.81810.87210.72710.7680.2501310.65710.82210.89310.54410.7510.7330.3491410.80610.74910.85910.80110.70110.7830.15815106610681106441074710728106920103A2058X-Bar311510.6610.68110.64410.74710.72810.6920.103A20.58XBarD30Averages10.7280.220D42.11Mean10.728R-BarRange0.220注:数据文件为“XbarRChart01.MTW”利用Minitab绘图打开数据表,DataStackStackRows,322009-6-111733判定工序处于统计受控状态的标准:•所有点皆在控制限内,并且大多数点位于中心线附近并且2、解释控制图•大多数点位于中心线附近,并且•点的排列不存在缺陷(非随机性排列)判定工序失控的标准:•点在控制限上或超出了控制限,或点虽未超出控制限,但点的分布与排列有缺陷34控制限,但点的分布与排列有缺陷2009-6-1118控制限的变更原则:当工序有明显改进时(可通过t检验F检控制限的变更问题—当工序有明显改进时(可通过t检验、F检验或检验),确认原因,重新计算控制限;当工序变劣时,确认原因,解决问题,不能重新计算控制限。2χ35PUSLUSLCdR6LSL-6LSL-2==σ3、根据控制图分析过程能力PLPUXCUSLUSLCRLSL-3LSL-dR3X-3-d22====μσμ36{}PLPUPKPLCCMinC,dR332=σ2
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 yang5102
yang5102
本文标题:控制图
链接地址:https://www.777doc.com/doc-6183028 .html