您好,欢迎访问三七文档
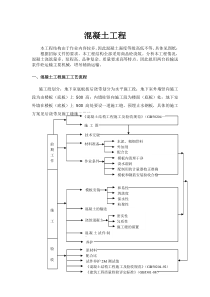
质量工程与管理课程设计11课程设计的目的质量工程管理课程设计是在完成学习《质量工程管理》课程后进行的实践性教学环节,其目的在于加深对《质量工程管理》课程基础理论和基本知识的理解,培养学生的质量管理意识,使学生掌握质量工程管理的基本方法、掌握抽样检验和质量过程控制的基本技术。同时课程设计应充分体现在教师的指导下,以学生为主体的教学思想,充分调动学生的积极性和能动性,重视培养学生自学能力和思维逻辑能力。质量工程与管理课程设计22课程设计的任务本课程设计重在实用性和可操作性。模仿企业质量控制实际操作,从零件抽样检验开始,直方图分析,过程能力分析,到控制图分析,完成整个质量控制过程分析,帮助学生熟悉企业质量控制具体思路和操作,理解质量工程管理理论的实际应用。主要内容:1、零件的抽样检验。2、绘制零件的直方图。3、对零件进行过程能力分析。4、绘制和分析零件均值极差图。5、绘制和分析零件单值移动极差图。6、编写课程设计报告。质量工程与管理课程设计33零件的抽样检验3.1测量数据收集1.025.086mm图3.1零件图样及标注3.2测量工具测量工具为游标卡尺。3.3原始数据表经测量后得到的原始数据表如表3.1。表3.1零件原始数据表样本组号零件直径零件长度零件直径零件长度零件直径零件长度127.7786.1228.0085.8027.8685.87227.8785.9327.4585.8727.9086.00327.9485.7927.9585.8627.8285.33427.8085.7127.9585.8627.9785.53527.8086.0126.9786.2927.9286.14628.0286.0128.0186.7528.0285.73727.7985.6827.9786.0927.8785.90827.9286.2928.1585.6927.9785.89927.8685.7228.1785.9927.9585.771028.0185.9427.7686.0927.9986.061127.9085.7128.0585.9927.7985.811227.9186.0228.1285.1628.0786.231327.4385.8128.0186.0427.9086.251427.8585.7527.9186.3027.9086.75015.028质量工程与管理课程设计41527.2385.8528.0386.1727.8986.001627.8785.8127.9985.9327.9086.331727.8886.1228.0385.9728.0386.011828.0385.2327.9585.9727.0985.891927.9987.5028.0185.9827.8785.972027.9786.2627.9786.4728.0085.942127.9685.7827.8885.7728.2083.302228.0085.9327.8785.9728.1085.832328.0385.8327.9885.9827.9385.832428.0186.1528.0085.9927.9286.102528.1086.5727.9785.7127.4885.872627.8685.8727.2486.6927.9085.732728.0386.1327.5886.0327.9685.603.4抽样目前生产型企业主要采用抽样检验。从整体(N)中抽取一个样本(n),对样本n实施全检,然后根据样本检验结果推断总体的质量。所以他有一定的风险,但经过计算和调整,可以将风险降到可以接受的水平。一般来说,抽样的常用方法有随机抽样、分层抽样、整群抽样和系统抽样。然后确定样本量字码,按批量和检验水平,确定“样本量字码”。根据样本大小字码、接收质量限AQL值、抽样的类型以及宽严程度,在GB/T2828.1所提供抽样检查表检索抽样方案。抽取样本,按照EXCEL的随机数发生器产生随机数列,抽取样本。抽样检验的基本思想是从一批产品中随机抽取部分产品作为样本,根据对样本检验结果,按一定的判断准则,推断整批产品的质量水平。在计数抽样中,判断准则只利用计数检验的结果。抽样检测判断图3.2抽样检验过程示意图课程设计对零件1的抽样检验是通过计数一次抽样检验。其方法是从批量为N的产品中,随机抽取n(<N)个产品为样本,同时规定一个接收数c,经检验样本中有d个不合格品,按以下规则决定是否接受改批产品:如果d≤c,则接受该批产品批数据样本质量工程与管理课程设计5如果d>c,则拒收该批产品步骤:1.确定抽样方案:计数一次抽样检验;2.确定质量标准:Φ015.028mm;3.确定批量N:在零件1检查批中,N=81;4.确定AQL值:AQL=6.5%;5.规定检验水平:在对零件检查,按一般水平Ⅱ;6.根据样本量字码表确定样本量:按批量和检验水平确定的用于表示样本量的字母叫“样本量字码”,如表3.2。表3.2样本量字码表批量N特殊检验水平一般检验水平S1S2S3S4ⅠⅡⅢ2—8AAAAAAB9—15AAAAABC16—25AABBBCD26—50ABBCCDE51—90BBCCCEF91—150BBCDDFG151—280BCDEEGH281—500BCDEFHJ501—1200CCEFGJK由图可知:按N=81,一般水平Ⅱ,得到样本量字码为E。在查正常检验一次抽样方案表得到E相对应的样本量为n=13.7.作出批产品是否合格的判断:查正常检验一次抽样方案表相对应的E,AQL=6.5%得到:表3.3检查过程表检查批大小样本大小接收质量限(AQL)=6.5%接收数拒收数811323根据表3.2零件原始数据表可变换成外圆直径和零件长度数据表如表3.4。质量工程与管理课程设计6表3.4外圆直径和零件长度数据表序号外圆直径长度序号外圆直径长度序号外圆直径长度127.7786.122828.0085.805527.8685.87227.8785.932927.4585.875627.9086.00327.9485.793027.9585.865727.8285.33427.8085.713127.9585.865827.9785.53527.8086.013226.9786.295927.9286.14628.0286.013328.0186.756028.0285.73727.7985.683427.9786.096127.8785.90827.9286.293528.1585.696227.9785.89927.8685.723628.1785.996327.9585.771028.0185.943727.7686.096427.9986.061127.9085.713828.0585.996527.7985.811227.9186.023928.1285.166628.0786.231327.4385.814028.0186.046727.9086.251427.8585.754127.9186.306827.9086.751527.2385.854228.0386.176927.8986.001627.8785.814327.9985.937027.9086.331727.8886.124428.0385.977128.0386.011828.0385.234527.9585.977227.0985.891927.9987.504628.0185.987327.8785.972027.9786.264727.9786.477428.0085.942127.9685.784827.8885.777528.2083.302228.0085.934927.8785.977628.1085.832328.0385.835027.9885.987727.9385.832428.0186.155128.0085.997827.9286.102528.1086.575227.9785.717927.4885.872627.8685.875327.2486.698027.9085.732728.0386.135427.5886.038127.9685.60随机产生小于81的随机数:Mod(rand()*1000,81),取前13个随机数为样本量,从而得到外圆直径和零件长度样本检验表,如表3.5。表3.5外圆直径和零件长度样本检验表随机数相应序号的外圆直径(mm)相应序号的外圆长度(mm)是否合格7327.8785.97合格2627.8685.87合格6628.0786.23不合格5427.5886.03不合格质量工程与管理课程设计72027.9786.26不合格4228.0386.17不合格5327.2486.69不合格2627.8685.87合格2428.0186.15不合格6028.0285.73不合格3727.7686.09不合格4527.9585.97合格4127.9186.30不合格4727.9786.47不合格3.5结果分析由表3.5得样本中合格品7个,不合格品为6个,按照Ac=2,Rc=3,根据:如果d≤c,则接受该批产品如果d>c,则拒收该批产品所以拒收该批产品。这批零件不合格。因该将不合格的7个零件更换合格零件,再将进行抽样检验,直到接受。如果企业的声誉不怎么好,再次进行抽样时因加严处理。如果企业声誉向来良好,可适当放宽处理。质量工程与管理课程设计84直方图4.1目的直方图法是从总体中随机抽取样本,将从样本中获得的数据进行整理,从而找出数据变化的规律性。1.直观地看出产品质量特性值的分布状态(平均值和分散情况),便于掌握产品质量分布情况。2.显示质量波动状态,判断工序是否稳定。3.确定改进方向。通过直方图研究分析质量数据波动状况之后,就可确定怎样进行质量改进。4.用以调查工序能力和设备能力。在直方图商标出公差线或标准值,可以定量的调查工序能力和设备能力。4.2步骤1.收集数据:表1.4外圆直径和零件长度数据表2.确定外圆直径的极差R:Max=28.20Min=26.97R=Max-Min=1.23;确定零件长度的极差R:Max=87.50Min=83.30R=Max-Min=4.20;3.确定外圆直径分组的组数和组距:组数:k=1+3.3*lgNN=81得:k≈7;组距:h=R/K=1.23/7≈0.18;确定零件长度分组的组数和组距:组数:k=1+3.3*lgNN=81得:k≈7;组距:h=R/K=4.2/7≈0.6;4.确定外圆直径数据各组上、下限:首先确定第一组的下限值,第一组的下限值必须要小于最小值,才能使得测量的数据不落在上、下限上,即带上最小测量单位的1/2尾数。第一组的下限值=Min—数据最小测量单位的1/2=26.97-0.005=26.965;第一组的上限值=第一组的下限值+h=26.965+0.18=27.141;然后依次累加组距直到七组;同理可确定零件长度数据的各组上下限。5.作零件外圆直径频数分布表如表4.1和零件长度频数分布表如表4.2。表4.1零件外圆直径频数分布表质量工程与管理课程设计9组序下限值上限值组中值频数累计频数累计频率126.96527.14127.053222.47%227.14127.31627.229244.94%327.31627.49227.404378.64%427.49227.66827.580189.88%527.66827.84427.75671518.52%627.84428.01927.931506580.25%728.01928.19528.1071681100.00%表4.2零件长度频数分布表组序下限值上限值组中值频数累计频数累计频率183.29583.89583.595111.23%283.89584.49584.195011.23%384.49585.09584.795011.23%485.09585.69585.395789.88%585.69586.29585.995647288
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 forgo23
forgo23
本文标题:质量管理课程设计
链接地址:https://www.777doc.com/doc-6196239 .html