您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 塑料电线挤出模具设计0101
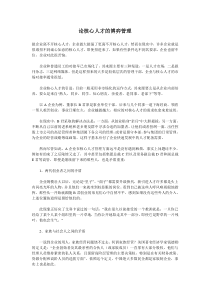
1塑料电线挤出模具设计塑料电线挤出模具设计塑料电线挤出模具设计塑料电线挤出模具设计一、前言塑料电线产品质量的好坏,与塑料本身的质量、挤出机性能、挤出温度、收放线张力、速度、芯线预热、塑料挤出后的冷却、机头模具设计等多种因素有关,其中最主要的是塑料电线挤出过程中最后定型的装置——模具。模具的几何形状、机构设计和尺寸、温度高低、压力大小等直接决定电线加工的成败。因此,任何塑料电线产品的模具设计、选配及其保温措施,历来都受到高度重视。电线电缆生产中使用的模具(包括模芯和模套)主要有三种形式,既:挤压式、挤管式和半挤管式。三种模具的结构基本一样,仅仅在于模芯前端有无管状承径部分或管状承径部分与模套的相对位置不同。挤塑机模具的三种类型见图1,其优缺点分别叙述如下:图1挤塑机模具的三种类型(a)挤压式模具半挤管式模具挤管式模具1.挤压式(又称压力式)模具挤压式模具的模芯没有管状承径部分,模芯缩在模套承径后面。熔融的塑料(以下简称料流)是靠压力通过模套实现最后定型的,挤出的塑胶层结构紧密,外表平整。模芯与模套间的夹角大小决定料流压力的大小,影响着塑胶层质量和挤出电线质量。模芯与模套尺寸及其表面光洁度也直接决定着挤出电线的几何形状尺寸和表面质量。模套孔径大小必须考虑解除压力后塑料的“膨胀”,以及冷却后的收缩等综合因素。由于是压力式挤出,塑料在挤出模口处产生较大的反作用力。因此,出胶量要较挤管式低的多,目前绝大部分电线电缆的绝缘均用2挤压式模具生产,但也有一些电线绝缘的生产被挤管式和半挤管式模具所代替,挤压式的另一缺点是偏心调节困难,绝缘层厚薄不容易控制。2.挤管式(又称套管式)模具电线挤出时模芯有管状承径部分,模芯口端面伸出模套口端面或与模套口端面持平的挤出方式称为挤管式。挤管式挤出时由于模芯管状承径部分的存在,使塑料不是直接压在线芯上,而是沿着管状承径部分向前移动,先形成管状,然后经拉伸在包复在电线的芯线上。这种形式的模具一直只用于电缆护套挤出,近年来绝缘的挤出也越来越多的加以采用,因为它与挤压式相比有如下的优点:(1)挤出速度快。挤管式模具充分利用塑料可拉身的特性,出胶量由模芯与模套之间的环形截面积来确定,它远远大于包复于线芯上的胶层厚度,所以,线速度可根据塑料拉伸比的不同而有所提高。(2)电缆生产时操作简单,偏心调节容易,不大会发生偏心。其径向厚度的均匀性只由模套的同心度来确定,不会因芯线任何形式的弯曲而使包复层偏心。(3)模芯内孔与芯线的间隙较大,使磨损减小,提高模芯的使用寿命。(4)配模方便。因为模芯内孔与芯线外径的间隙范围较大,使模芯的通用性增大。同一套模具,可以用调整拉伸比的办法,挤制不同芯线直径,不同包复层厚度的塑胶层。(5)塑料经拉伸发生“定向”作用,结果使塑料的机械强度提高,这对结晶性高聚物(聚乙烯)的挤出尤其有意义,能有效地提高电线的拉伸方向强度。(6)护套厚薄容易控制。通过调整牵引速度来调整拉伸比,从而改变并控制护套的厚度。(7)在某些特殊要求中可以挤包得松,在芯线上形成一个松包的空心管子,常用于光纤生产。挤管式的缺点:(1)塑胶层的致密性较差。因为模芯与模套之间的夹角较小,塑料再挤出时受到的压实(紧)力较小。为了克服此缺陷,可以在挤出中增加拉伸比,使分子排列整齐而达到提高塑胶层紧密的目的。(2)塑料与线芯结合的紧密性较差,这正是绝缘挤出中挤管式不能广泛获得使用的主要原因。一般可以通过抽气挤出来提高塑料与线芯结合的紧密程度,当然,提高拉伸比也是有用的。3(3)外表质量不如挤压式圆整,成缆、绕包、编织等芯线的不均匀性常在护套表面外观上暴露出来,通过适当地设计选配模具,外观质量会有所改善,但总不如挤压式圆整。3.半挤管式(或半挤压式)模芯有管状承径部分,但比较短。模芯承径(平直部分)的端面缩进模套口端面的挤出方式称为半挤管式。这是挤压式与挤管式的过渡形式,通常在大规格绞线绝缘挤包及护套要求紧密时采用。这是因为采用这种模具,模芯内孔可以适当增大,从而当绞线外径较大时,不致出现刮伤、卡住;也能防止因绞线外径变小,在模芯内摆动而引起的偏心。另外,它有一些压力,使塑胶层压实,能填充线芯的空隙,故常用于内护套及要求结合紧密的外护套挤出中。在直角式机头中,常用于半挤管式模具生产电缆的外护套。半挤管式的缺点:(1)对柔软性较差的芯线或缆芯,当其发生各种形式的弯曲时,将产生偏心,因而不宜采用。(2)对综合电缆等成缆不圆整的缆芯通过模芯时,会因存在不规则的摆动,而造成偏心,因而不宜采用。(3)有时会出现倒料现象。4二二二二、、、、模具的设计模具的设计模具的设计模具的设计1.模具设计原则模具质量好坏直接影响塑料挤压质量,所以,对模具的设计及加工要求较高,具体要求如下:(1)凡和塑料接触的模具表面应光滑,光洁度要高,一般要求6∇或以上。特别是模套的承径区,更应光洁(可镀铬,厚度0.03~0.05mm),保证塑料成型的表面光洁度。(2)熔融塑料流动的道路要流畅,料流道路上无突变,无突起等阻挡,也不能有死角。在机头及模具中一切造成料流停留、涡流的地区都应避免。(3)塑料在模具内具有一定压力,模套角度必须大于模芯角度。(4)模具应具有互换性,应考虑个部位的尺寸公差要求。(5)模具寿命要长,最常用#45钢和工具钢(最好经淬火热处理HRC45左右)。为了提高挤压式模芯的耐磨性,可采用45#钢模芯座上镶嵌钨钢模头的合成结构。在具体叙述各种模具结构之前,把常用符号列表如下:D大——模套内径,又称:模套定径区直径D小——挤管式,半挤管式模芯承径部分外径d大——电线绝缘外径或电缆护套外径的标称值d小——电线芯线外径或电缆芯线外径的标称值d1——挤压式模芯内径d2——挤压式模芯外径d3——挤管式模芯内径l——挤压式模芯内承径(又称承线)长度l1——挤管式模芯外承径(又称外承线)长度l2——挤管式模芯内承径(又称承线)长度L——模套承径(又称:承线、定径、定径区、工作面)长度α——模套内锥角β——模芯外锥角β′——模芯内锥角5e——挤压式模芯头部端面厚度e=21(12dd−)D——模芯外锥最大直径D1——模套外径D2——模套压座外径f——模套压座厚度δ——挤压式模芯端面与模套承径之间的距离P——绝缘或护套厚度t——挤管式模芯承径部分壁厚a——挤管式模芯伸出模套的距离b——挤管式模芯承径后部与模套承径后部之间的距离h——半挤压式,模芯口端面伸入模套承径部分的距离在本文中引用的塑料及树脂,根据“GB1844-80塑料及树脂缩写代号”标准先注明如下:PE——聚乙烯PVC——聚氯乙烯PA——聚酰胺(尼龙)PL——聚酰亚胺PFA——高氟烷氧基聚合物,又称可熔融聚四氟乙烯PUR——聚胺脂FEP——(四氟乙烯与六氟丙烯)共聚物,简称F46PTFE——聚四氟乙烯,简称F4ETFE——乙烯与四氟乙烯共聚物,简称F402.挤压式模芯挤压式模芯结构见图2d1:模芯内径这是对挤出质量影响最大的结构尺寸之一,根据线芯结构特点及其几何尺寸设计的。太小:穿线困难;线芯经过不畅,易于刮伤线芯,甚至扯断芯线。尤其对绞线束线而言,由于线径不均,模芯过小,则是断线的主要原因。因芯线经过不畅6图2挤压式模芯,挤出时芯线一顿一顿,还容易造成绝缘或护套呈竹节式,粗细不匀;另外由于磨损增加,模芯易坏。太大:线芯在模芯内摆动、跳动,容易造成挤出偏心;另外,挤出过程中容易倒料(俗称:回料),既有害塑胶层质量又有可能造成断线。一般而言:单线d1=d小+(0.05~0.15mm)绞线d1=d小+(0.10~0.30mm)对于线芯大的线,还可以放宽。对镀锡线要加放0.10~0.15mm成缆芯线d1=d小+(0.20~0.50mm)大截面(布电线或软电线类)成缆芯线d1=d小+(0.40~1.0mm)对大截面力缆芯线模芯内径还应放大。d2:模芯外径d2实际上是决定模芯头部端面厚度e的尺寸,e=21(d2-d1)e太薄:制造困难;模芯寿命短,易坏。e太厚:则塑料流动发生突变,在端面形成涡流区,引起挤出压力波动;而且,也是一个死角,影响胶层质量。一般,模头壁厚e=0.3~1mm,小模芯取前者,大模芯取后者。β:外锥角根据机头结构和塑料流动特性设计。当塑料在挤出时,从受力分析中可知:β角小时,则推力大而压力小,此时挤出的速度快、产量高,但塑料的表面不光滑,包得不紧密。反之β角大时,推力小而压力大,此时,挤出速度慢、产量低7,但塑料表面光滑,包得紧密。通常要求外锥角β小于模套的内锥角α。一般β控制在45度以下,角度越小,流道越平滑,突变小,对塑料的结构也有利。在挤出聚乙烯等结晶性高聚物,这种突变而致的预留内应力的避免尤其重要,只要充分予以注意,才能有效的提高制品的耐龟裂性。常用β=20º~40º,一般可取β=30º对塑料挤包层较厚而又需要挤包的紧些时β可取60º对绝缘层特别薄或某些挤管式时β可取10ºβ′:内锥角在保证螺柱壁厚的情况下,β′越大越好。但内锥角与内承径l之间要吻接好,不得出现台阶,以免给穿线带来困难。在特殊情况下内锥加工困难,可以加工成台阶式内孔,为了使穿线容易,台阶应以60度喇叭口相接。对挤小线模芯的内锥角β′,可以予制一把硬质合金的定型刀(经过热处理及磨床加工)来加工。l:内承径(内承线)l大小决定线芯通过模芯时的稳定性及模芯的使用寿命。太短:线芯在模芯中稳定性差,而且容易磨损使内孔扩大,此时线芯的位置不易固定,容易产生偏心。太长:线芯所受的摩擦阻力增大,可能引起线芯拉细或拉短;另外,加工困难。一般单根导电线芯的承径较长,使挤包线较平直,不易偏芯,增加模芯使用寿命。l=(3~5)d1柔软线芯的承径较短,以防止线芯和模芯摩擦产生竹节拉断,同时穿线也方便些。对正规绞或束丝的承径长度取l=(1~3)d1对于模芯内径d1大的选取下限,内径小的选取上限。L1:锥体长度这是设计给出的参考尺寸,从D,d2,β就可求出L1,tg1222LdD−=β亦既L1=222βtgdD−如果L1太长或太短与机头内部结构配合不当,可以回过头来重新改变锥角β。8D:模芯外锥最大直径该尺寸是模芯座的尺寸决定的,要求与模芯座严格吻合,不得出现“前台”也不可出现“后台”,这里也不准倒角,否则将造成滞留塑料的死角,直接影响胶层组织和表面质量。3.挤压式模套大图3挤压式模套挤压式模套结构见图3D大:模套内径D大决定挤出层外径大小及挤出层表面质量。太大:塑料拉伸较大,挤出物表面粗糙无光。太小:虽然表面光滑,但容易造成外径粗细不匀。考虑到塑料出模口后,解除压力的膨胀和经冷却后的收缩,一般都以下列经验公式选配模套尺寸:挤绝缘D大大d=+(0.05~0.20mm)有的情况下亦可设计为:D大大d=-(0.05~0.10mm)式中d大——电线(或电缆)外径。L:模套承径(又称:承线、定径区、工作区)模套承径的长短对机头内料流的压力、偏心度控制的难易和挤包表面的光洁度有很大的关系。L长:熔融塑料流动阻力大,机头内料流压力高,塑料不易流出,表面不光收线慢,生产效率低。如果收线速度太快,有时会拉断绝缘。但是,定径区长,电线外径均匀。9L短:熔融塑料流动阻力小,机头内料流压力小,塑料容易流出,表面光洁生产速度快,不会发生拉断绝缘现象。但是,因定径区短,电线外径不均匀,塑料挤包压力不够。挤压式模套承径长度取电线绝缘外径或模套内径的一定倍比。一般取L=(0.2~3)D大对粘度大,成型性好的塑料,定径区长度可以相对短一些。PVC塑料在熔融状态下粘度较大,收缩较小,因此L可短些。PVC取L=大D)2.1~5.0(。对PVC而言,L太长除上面讲的缺点外,还会因承径长、阻力大使塑料温度升高导致分解、烧焦。PVC常用的模套承径长度L=(0.7~1.0)D大。对成型性较差的塑料,模套定径区必须适当加长。PE塑料在熔融状态下粘度小,收缩较大,因此L可长些,PE一般L=(1~3)D大。对PE而言,如果L短,则塑料压不实,外径不均匀。经常取的尺寸L=2D大。随着电器设备的普及,原来生产BV、RV电线的小型厂纷纷转向SYV系列同轴射频电缆的生产。有些厂在挤PE绝缘时仍然用挤PVC
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 wutong666
wutong666
本文标题:塑料电线挤出模具设计0101
链接地址:https://www.777doc.com/doc-6224249 .html