您好,欢迎访问三七文档
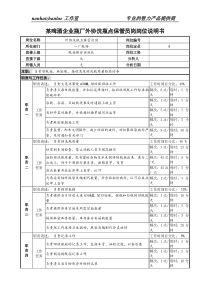
客户材料允许变形量产品名称热处理硬度硬化层深热处理工艺件数图号12345无损探伤变形量硬度硬化层外观热处理检查报告日期:20年月日检查人确认人热处理工艺简图:产品简图:武汉云鹤热处理厂综合结论检查项目技术要求检查数据结果序号分序名称设备名称工具名称主要说明材料简图:技术要求:产品名称零件名称产品编号零件编号热处理工艺规程卡片第页共页页号;编制日期校队日期审核日期次数时间/分装炉数量件数温度/℃时间/分件数温度/℃时间/分温度/℃时间/分回火第一级第二级介质温度/℃时间/分介质温度/℃基本尺寸计算厚度淬火预热最后加热冷却产品名称产品型号零件名称零件号材料件数单件重量/KG介质温度/℃方法1清洗晾干井式清洗机吊具C40件2涂涂料3烘干井式回火炉吊具C40件10030空冷4渗碳井式渗碳炉吊具C40件92027*60缓冷5淬火井式加热炉吊具C40件8404*60淬火油80-1006清洗井式清洗机吊具C40件7回火井式回火炉吊具C40件1805*60空冷自检首检巡检1渗碳层试样1.5-1.7显微硬度计1/c1/c1/caa2维氏硬度试样HV550=1.5-1.7显微硬度计1/c1/c1/caa3表面硬度产品HRc58--60硬度计5/c5/c5/caa编制4心部硬度试样≥35HRc硬度计1/c1/c1/caa校对会签审批检查部位工艺规范热处理前零件状况管理手段工艺要求管理界限测量方法测量频次工序质量管理点表代号检查项目18CrNiMo7-6工艺路线保温时间/分冷却特别注意事项工具编号及名称装炉(盘)数量加热温度/℃推料周期/分热处理作业指导书热处理作业指导书齿轮箱输出轴2兆瓦02-04-003192厂名;年月日编订简图:技术条件注:1.检查频次全:百分之百检查1/N:N件检查1件N/C:每炉检查N件K*N/D:每班K次,每次N件2.重要度a:关键b:重要c:一般3.管理手段a:管理图b:计量用表c:计数用表d:不用计录4.首检a:开始工作时b:调整设备时c:换工序时99.944清洗、非渗碳部位涂料、烘干、渗碳、淬火、清洗、回火齿部渗碳,渗碳层1.5--1.7mm,淬火硬度HRc58--60,HV550=1.5--1.7,心部硬度≥35HRc序号工序名称设备编号及名称管理点重要度
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 tuqianhao
tuqianhao
本文标题:热处理作业指导书
链接地址:https://www.777doc.com/doc-6346020 .html