您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 高效厌氧反应器处理啤酒废水的试验研究王涛
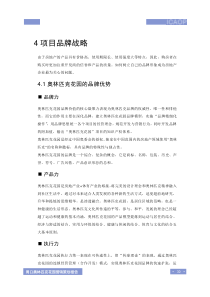
第11卷第3期2011年6月安全与环境学报JounralofSafetyandEnviornnlentVol.1IN〔)June,2011文章编号:1X()9一6()94(2011)03一0036一06高效厌氧反应器处理啤酒废水的试验研究`王涛`,阮文权`,缪恒锋,,严群,,任洪艳`,丁兆滨2(1江南大学环境与土木工程学院,江苏无锡214122;2青岛啤酒股份有限公司,山东青岛266100)摘要:在(35士l)℃条件下,采用高效厌氧反应器对青岛啤酒股份有限公司的生产废水进行处理,研究了厌氧反应器的启动和运行情况,分析了回流比、温度和上升流速等因素对反应器的影响。结果表明,厌氧反应器的容积负荷可达21kgcoD(/洲·d),CoD去除率稳定在80%以上,出水挥发酸质量浓度低于350m岁L,平均每去除1kgCOD产生0.26扩沼气。启动结束后,颗粒污泥的平均沉降速度由40.3时h提高到73.4耐h,污泥密度由。.789c/m3升高至1.029/c甜,0.5一1.5~粒径的颗粒污泥占66%。同时,在25℃的运行条件下反应器的容积负荷降至gkgCOD(/m3·d),温度升高后反应器的运行可以较快得到恢复。关键词:环境工程学;高效厌氧反应器;啤酒废水;颗粒污泥曰屯升流速;回流比中图分类号:X703文献标识码:ADOI:10,3969/j.issn.1009一6094.2011.03.X()90弓}言啤酒生产是典型的高耗水行业之一川,特别是酿造、灌装工艺过程需要大量新鲜水〔2〕,国内啤酒厂从糖化到灌装总耗水量约为10~20m3/t[3〕。啤酒废水主要包括浸麦废水、糖化废水、废酵母液、洗涤废水和冷却废水等,对环境造成的污染已成为突出问题,因此如何减轻啤酒生产废水的环境污染负荷是国内啤酒生产企业所面临的重要问题之一。厌氧反应器在有机废水处理方面具有高效、低耗的独特优势,已经在啤酒废水处理中得到广泛应用。Miar。等{Zj采用膨胀颗粒污泥床反应器(ExpandedGarnularSludgeBed,EGSB)对低浓度啤酒废水进行处理,得到厌氧反应器的容积负荷为11一16.5kgcoD(/m3·d),水力停留时间和卜升流速分别为一2一2.lh和4.4一7.2而h。sha。等t4]研究了序批式厌氧污泥床反应器(Anaeorbi。SequeneingBatehReaetor,ASBR)对啤酒废水的处理,得到AsBR反应器的容积负荷为1.5一5.0kgcoD/(衬·d),停留时间为ld,coD去除率可达到90%以上。韩洪军等图采用总高度16m、有效容积940耐的外循环厌氧反应器(ExteriorCicrulation,EC)处理啤酒废水,得到外循环厌氧反应器的水力停留时间为5.6h,M岱s为巧g/L,容积负荷和上升流速分别达到10.6kgcoD/(m3·d)和2.12而h。李津等〔6〕在20℃下用EGsB处理啤酒废水,得到水力停留时`收稿日期:2010一06一04作者简介:王涛,硕士研究生,从事环境生物技术研究;阮文权(通信作者),教授,博导,从事厌氧发酵、环境生物技术研究,wqruan@jian助an.edu·en。基金项目:国家高技术研究发展计划(863)项目(2以〕9AA033《x〕4)间为lsh,经184d的运行后容积负荷为10kgCOD/(m3·d)。Baloeh等17{用相分离污泥床生物反应器(PhasesepaartedGarn-ula:BedBioreaotor)处理啤酒废水时,容积负荷为2.16一13.38kgc0D/(耐·d),c0D的去除率可达到93%一95%,形成了活性较高、沉降性能良好的颗粒污泥。总体而言,厌氧反应器在啤酒废水处理中的应用已经受到广泛关注[2,4一10,但是对以IC厌氧反应器(InternalCireulationAnaeorbi。Reetor)为代表的第3代高效厌氧反应器在啤酒废水处理中的应用和改进的相关研究较少,且由于存在启动周期长、稳定性差、污泥流失严重、水利条件差及低温下负荷低等问题,厌氧反应器还有待进一步研究。本文在分析上流式厌氧污泥床(UflPowAnaeorbi。SludgeBlanket)、EGBS和IC等厌氧反应器的基础上,增加反应器的高径比和外循环回流装置,使反应器内水流保持较高的上升速度(5一12m/h)囚,颗粒污泥处于膨胀状态,传质效率高,对有机物的去除率较高,防止反应器出现短流和死区现象〔”一,2丁。通过对青岛啤酒股份有限公司生产废水进行处理,研究反应器的启动和运行、回流比、温度变化和上升流速对运行效果的影响,以期为厌氧反应器在啤酒生产废水处理中的工业化应用提供可靠参数,为厌氧反应器的设计与改进提供理论依据。1材料与方法1.1试验用水试验用废水取白青岛啤酒二厂,其水质水量变化较大,味臭,呈灰色,COD为1500一2500mg/L,N玩一N质量浓度为20一30mg/L,NT质量浓度为30一40mg/L,P嗽一质量浓度为3一6mg/L,Tp质量浓度为5一10mg/L,vH值为4一6。1.2接种污泥接种污泥为取自无锡某柠檬酸厂厌氧反应器的颗粒污泥,接种前先将污泥颗粒筛洗,洗去碎泥,形成接种污泥的“初核”。在接种的污泥中混合液挥发性悬浮固体(MVLS)S与混合液悬浮固体(M比)S的比为0.58,混合液挥发性悬浮固体质量浓度为8.19盯L。在反应器启动前,接人orL接种污泥,约占反应区总容积的l/2。1.3试验装置与流程试验装置见图1。厌氧反应器反应区高度为180cm,内径为10cm,高径比为18,总有效体积为加L。反应器内装有在线pH测定仪,反应区外部设有保温夹套,通过恒温水浴箱水流循环保持反应区温度约(35土l)℃。废水经蠕动泵进人循环罐,再由循环罐进人反应器底部。循环罐安装有1个立管,厌氧反应器的出水被收集在立管中,部分出水从立管的底部与原废水相棍合,其余出水从立管中溢流排出。产气经三相分离器后,由气体流量计计量产气量。1.4分析方法试验分析项目及方法见表1。其中颗粒污泥密度的具体测定方法为:从反应器内取一定量的污泥,静沉30min后测定颗粒污泥的体积,然后在105℃下烘干并称重,从而可计算出颗粒污泥密度。362011年6月王涛,等:高效厌氧反应器处理啤酒废水的试验研究June,20112结果与讨论2.1厌氧反应器的启动与运行2.1.1厌氧反应器的启动过程向厌氧反应器中加入接种污泥后,启动负荷为2.5kgCoD(/m3·d)。采用低负荷高去除率的启动方法,当连续2dCOD去除率稳定在80%以上时,便进一步提高负荷,同时连续监测出水pH值和挥发酸(Vola*11。FattyAeid,vFA)。厌氧反应器进水的COD基本维持在1绷一2soom郭L,通过控制进水量来提高容积负荷,侮次提高1一2kgCOD/(时·d)。启动前3d内COD去除率在70%以下,继续运行Zd后COD去除率稳定在80%以上;当厌氧反应器进水负荷提高时,COD去除率会有所下降,但继续运行2一3d后COD去除率能逐渐洲洲洲洲洲洲{{{{{{{{{流量计槽水进水泵循环罐循环泵恢复并维持在80%以上;经过55d的启动运行,反应器容积负荷由2.5kgeoD/(m3·d)提高到21kgeon/(m,·d)时,进一步提高负荷后COD去除率下降至65%以下,出水水质明显恶化,pH值降低至6.0以下(图2)。这表明容积负荷过高会破坏厌氧反应器的正常运行。降低负荷后,经过一段时间的恢复,COD去除率恢复至80%以上,可以认为反应器运行55d,容积负荷达到21kgc0D/(m3·d)后,反应器启动完成。厌氧反应器的沼气产量随容积负荷的增加而增加,进水COD的变化较大时产气量会出现波动,但总体较稳定。当反应器运行到第25d时,随着容积负荷的增加,可以在反应器顶部的气液分离器中观察到水体和污泥混合液的内循环现象。厌氧反应器在(35士l)℃条件下处理啤酒废水时,每去除IkgCOD可产沼气约o.26m3。后续试验中厌氧反应器的运行工况参数见表2。反应器稳定运行的平均污泥质量浓度为21.29/L,每一阶段的影响试验都将流失的颗粒污泥进行收集并使部分回流至反应器,以维持稳定的污泥浓度。2.1.2进出水pH值和vFA的变化在反应器启动运行期间连续监测出水pH值和vFA,得到的进水负荷对反应器运行过程中VFA积累的影响见图3。当负荷从gkgeoD/(m3·d)提高到llkgeoD/(m3·d)后,eoD去除率降到70%以下,出水vFA质量浓度高于600m岁L,pH值低于6.0,出水混浊,呈乳白色,有酸味。这主要是由于容积负荷仁升过快,破坏r产酸发酵细菌和产甲烷细菌的平衡状态,使产酸速率远大于产甲烷速率,厌氧系统的pH值迅速下岁/姗遴来00口00卜且000000000011In,R门16弓曰4肉jZ,.10户尸ó山。。罗í但嘱彩钟26242220181614121086420图1高效厌氧反应器示意图Fig.1SketehmaPOfhigh一rateanaeorbiereactor~容积负荷~进水COD~出水COD~COD去除率尹ù仙已)/。oé表1分析项目和方法Table1AnalysisPojrectSandmehtods分析项口分析方法CODSSVSSVFA床层膨胀率pH值颗粒污泥粒径颗粒污泥沉降速度颗粒污泥密度重铬酸钾法[”〕标准称贡法}’3{标准称重法一’3〕气相色谱法L’3{卷尺日测法Orion828酸度云}标准筛法{’引重力沉降法{’礴l称重法450040003500300025002000150010005000运行时间d/图2进出水COD和其去除率随运行时间的变化Fig.2Vairaitonsofi涌uen灯emuentCODandCODermovalrate诫hturninngtime表2厌氧反应器不同运行工况参数Table2ParametesrofdiffeerntanaerobiceractoroPearitonconidtions试验名称污泥驯化负荷提高稳定运行控制条件容积负荷/(kgeoD·m一’·。l一’)HR竹;(()D去除率/%运行时间/d10603545367550回流比试验T回流比试验11温度影响试验上升流速试验口=30一4oL·d一`p=50一ZooL·d一,口=150一200一〔]一’R=O一8R=0一8T=25℃叭。,=1.5一7m·卜一l2.5一56一222l5l53一1310一1212一162.4一9.62.4一3.28一123.5一4.44一134一5.458.6一84.163.1一87.780.8一92.064.9一85.964.0一86.850.1一87.562.5~85.4注:Q为进水里;R为回流比;T表示反应器运行温度;汽为上升流速·37Vol.11No.3安全与环境学报第11卷第3期絮状污泥充满整个反应器,30d后可观察到反应器内明显出现大量颗粒污泥。不同粒径接种污泥和运行55d后颗粒污泥的沉降速度见图5。接种污泥的沉降速度一般为25.9一43.8耐h,平均沉降速度为40.3mh/,且沉降速度随着粒径的增大而减小。接种污泥的密度较小,约0.78酬c扩。颗粒污泥在放置过程中缺乏营养物质,导致部分微生物死亡,而死亡的生物体部分勃附在颗粒表面且呈絮状,从而导致颗粒污泥密度降低,沉降速度减小。反应器启动运行后,厌氧反应器中污泥颗粒的沉降速度明显增加,达到59.6一loo.om/h,平均沉降速度提高到73.4mh/,而且密度较大(l.029c/m3),沉降性能随着粒径的增大而增加,其中粒径大于2.0mm的颗粒污泥沉降速度高达lX().om/h。2.2反应器运行的影响因素2.2.1回流比对反应器运行的影响将厌氧反应器的出水进行回流一方面提高rL升流速,起到混合搅拌的作用;另一方面稀释进水浓度,缓冲进水pH值的变化,防止进水浓度和pH值不均导致反应器运行不稳定。厌氧反应器可以通过调整回流比提高液体的上升流速,加强传质作用以达到最佳运行效果。但是在实际应用中,回流比的提高会增加反应器运行费用,因此探求反
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 loveree982307
loveree982307
本文标题:高效厌氧反应器处理啤酒废水的试验研究王涛
链接地址:https://www.777doc.com/doc-6564145 .html