您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 热轧带钢层流冷却水处理系统设计改进
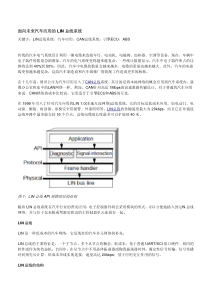
热轧带钢层流冷却水处理系统设计改进热轧带钢厂水处理系统中,根据层流冷却的用水特点,均将其作为一个单独的系统进行处理。层流冷却的用水主要有以下特点:一是流量大,一般在6000m3/h(100×104t钢卷/a)至18000m3/h(450×104t钢卷/a)之间;二是压力低,但要求压力稳定,层流集管处要求压力为0.07MPa;三是对水质指标的要求比浊环水低,因此系统的处理率要求较低,且水中的氧化铁皮粒度细、含油量小;四是水量变化大,用水量随轧制钢板的品种而变化。用水指标详见表1。表1国内各热轧带钢厂层流冷却系统用水指标用水指标热轧带钢厂宝钢2050宝钢1580武钢2250武钢1700攀钢1450太钢1549梅山1422本钢1700水量/(m3·h-1)层流冷却1165015852173601736058008600750011400层流锟道1000350110043811408001100层流侧喷150160240258100150180180水压/MPa层流冷却0.070.150.070.150.10.250.070.15层流锟道0.30.30.070.30.30.40.30.3层流侧喷1.01.21.02.251.21.01.01.0水温/℃层流冷却38/4440/4239/44.540/4435/4038/424035/38层流锟道38/4435/4239/44.535/4235/4232/4535/4233层流侧喷33.5/43.535/4339/44.535/4235/4232/453835/38悬浮物/(mg·L-1)层流冷却≤70≤45≤45≤100≤705030≤45层流锟道≤70≤20≤45≤30≤2030≤45层流侧喷≤20≤20≤20≤50≤205030≤20本文拟就层流冷却系统的水量平衡和水质稳定以及节能措施两个方面对水处理层流冷却系统的工艺流程设计进行探讨。1层流冷却系统的水量平衡和水质稳定热轧带钢热输出辊道有3种不同压力的用水,即:层流冷却(0.07MPa)、层流辊道冷却(0.3MPa)、层流侧喷(1.2MPa)。其中辊道冷却和侧喷水的水质、水温、水压与浊循环系统的用水差不多,因此许多厂的层流冷却系统中层流辊道冷却和层流侧喷就是直接使用的浊循环系统的辊道冷却水(0.3MPa)和轧辊冷却水(1.2MPa见图1)。1.1两个系统的水混用方式的缺点①层流冷却用水经各厂运行实践证明,因其含油量很少,悬浮物去除率要求不高,故该系统不必设除油、除渣设施。但浊环水中含有一定的油(≤5mg/L),因此,若浊环水长期进入层流系统,会因层流系统未设除油设施而造成该系统水中油含量增加,甚至使水质恶化。②层流系统因用了浊环系统的水,必须将等量的水返回浊环系统,但这在水量上较难以准确控制,易造成两个系统间水量不平衡。③层流冷却系统用水的温度及悬浮物较浊环水系统高,因此层流的回返水不能返回至浊环储水池直接给用户用,而必须返回至浊环系统的平流沉淀池经过滤、冷却之后才能满足浊环水的水质要求,这样就增加了浊环水系统的处理负荷,造成投资与运行费用的增加。1.2两个系统分开要解决的问题笔者认为层流系统的辊道冷却及侧喷水宜由层流冷却系统自身供给,与浊环系统彻底分开,这样能完全保证该系统的水量平衡和水质的稳定。但这样作有两个问题需要解决:①层流辊道冷却及侧喷水要求温度<35℃,悬浮物<20mg/L,而层流冷却水温度一般在38℃以上,悬浮物一般在40mg/L以上,因此需进行处理。这在设计上我们已找到解决的办法:层流冷却流程是将回水中一部分水进行旁通过滤、冷却,然后与未处理的水混合以降低全系统用水的悬浮物含量及温度,再供用户使用。经过滤、冷却后的水中悬浮物<15mg/L,温度<33℃。只要在层流储水池旁建一侧喷储水池,将过滤降温后的水先引入该水池再溢流入层流储水池中与未处理的水混合供层流用,而侧喷储水池的水则供层流辊道和侧喷用,可保证这两用户的水质和水温。而这两部分水量与层流冷却水量相比只占很小比例,不必增加层流冷却系统的旁滤量。②辊道冷却及侧喷需单独设泵组及管道,因此可能会引起投资的增加。其实,这两部分水无论是来自层流冷却系统还是来自浊环水系统其动力消耗是一样的,即运行费用一样。层流增设了两组泵但浊环系统的处理能力减小了,两者相比设备费用变化不大。至于管道,虽增加了两条独立管道,但由于浊环供水系统中这两用户处于管道的末端,会使整个浊环管道均加上该部分转输流量,所以其管道费用并不省。另外,德国SMS(西马克)公司也在这一点上进行了改进,即把层流辊道冷却水水质要求降低,与层流冷却压力、温度、水质都一样,即可以将层流冷却和层流辊道冷却水合为一根管道供水,这样层流辊道冷却就不需要单设泵组和干管了。改进后的层流冷却系统见图2。因此,从层流冷却系统的水量平衡和水质稳定考虑,层流辊道冷却和层流侧喷水宜由层流冷却系统供水,如宝钢2050mm热轧及武钢2250mm热轧就是这样设计的。2节能措施层流冷却是热轧带钢各用水系统中用水量最大的一个系统,由于轧制的钢种不同,其需要的冷却强度也不同,造成层流冷却用水量变化很大,在设计中如何根据其特点选取合适的参数,对系统的节能有很大影响。下面以宝钢1580mm热轧水处理层流冷却系统的设计为例进行分析。宝钢1580mm热轧水处理层流冷却最大用水量为15852m3/h,但这只是在轧制最不利钢板时所需水量,轧制其他钢板时,其用水量均比它小,若供水设备按最大水量设计显然是一种浪费。层流冷却由于水量大,所选供水泵一般是高压泵,即电机为高压电机,不宜用频繁起停泵的方式来控制水量,也就是不能停泵。这样,在用户所需水量小时,水泵的动力浪费就大,反之,水泵的供水能力越接近用户的小水量则越节能。因此,怎样通过设计使所选设备既要满足用户最大水量,又要使供水设备能力减到最小,这就是摆在我们面前的课题。1580mm热轧厂内设有一座水箱(用于稳定水压),我们则在室外增设了一座水箱(用于调节水量),将其并联在层流冷却供水管道上,利用两块带钢轧制之间的间隙时间给水箱充水(供水泵不停),当冷却最不利钢板时,水泵供水加上水箱的储存水就能满足最不利钢板的冷却。从这里我们可以看出,最大水量是由水泵供水加上水箱的水供给的,如果水箱供应的水越多,则水泵的能力可越小,也就越节能。但水箱供水不是任意的,与轧钢工艺的要求密切相关。因此,层流冷却节能的关键是如何确定水箱的容积。计算水箱容积首先要了解轧制表,从中找出连续轧制两块最不利钢板时的间隙时间(并扣除供水阀门开和关各一次的响应时间),即充水时间,以及一块最不利钢板的冷却时间,笔者推导出以下计算公式:QT=Q1T+Q1T1(1)式中:Q—层流冷却最大水量,m3/h;T—最不利钢板冷却时间,s;Q1—水泵供水能力,m3/h;T1—连续轧制两块最不利钢板时的间隙时间(扣除供水阀门开和关各一次的响应时间),s。由(1)式可得:Q1=QT/(T+T1)(2)从公式(2)中可计算出水泵的供水能力(Q1)和水箱的容积(Q1T1)。从(2)式中可以看出,T1与Q1成反比,即连续轧制两块最不利钢板时的间隙时间越长,供水泵的能力就越小,也越节能。但以上间隙时间是由轧制表决定的,因此设计水箱容积及计算水泵能力必须以轧制表为设计依据,完全满足工艺的要求。我们设计的宝钢1580mm热轧层流水泵供水能力为10000m3/h,为最大水量的64%,有明显的节能效果。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 sybase
sybase
本文标题:热轧带钢层流冷却水处理系统设计改进
链接地址:https://www.777doc.com/doc-6575303 .html