您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 炼油厂污水处理系统设计的工艺介绍
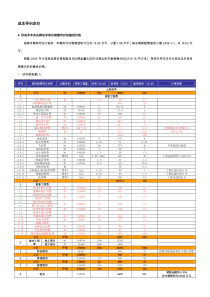
1概述国内某炼油工程是一座全部加工海外自产原油的大型燃料型炼油项目,原油加工能力1000万t/a。该项目共有10套主体生产装置、配套公用工程以及为炼油厂服务的码头和储运工程,而厂区化学水处理站为其中之一。污水处理站设计范围包括:除盐水处理系统、凝结水回收处理系统、全厂碱贮存库等三部分。炼油工程各装置工艺生产和动力站锅炉所需除盐水,均由化学水处理站(含凝结水处理系统)统一供给;全厂工艺冷凝水统一送入全厂化学水处理站进行处理,达到所要求的除盐水标准后重复使用。2水源条件生产用水水源引自水库水,经净水厂处理,水质达到工业用水标准后,加压供给厂内各生产装置、化学水处理站、辅助生产设施等。该水源一年四季水质较好,水质变化范围不大。含盐量很少,悬浮物含量低。3除盐水处理系统3.1除盐水处理系统出力系统出力:除盐水系统800m3/h。3.2除盐水处理系统根据工程的实际情况及招标文件要求,在进行工程设计时考虑了两个方案进行比选方案一超滤+反渗透+阴浮动床+混床;方案二:超滤+二级反渗透+EDI。方案一采用膜法与离子交换法联合处理工艺,特点是技术可靠,出水水质稳定,整个系统排放的酸碱废水较少,经处理后对环境无影响,且设备布置对空间的要求不高。缺点是系统较为复杂(包括再生系统和中和系统),且现场安装工作量较大。方案二采用全膜法工艺,它的特点是无酸碱废水排放,对环境影响较小(但废弃的膜件以及定期对膜清洗的废液会污染环境,需回收处理),且设备多为工厂化组装结构形式,现场安装工作量较小。缺点是系统自耗水、耗电量大,设备占地大(包含各类水箱、水池),EDI系统对进水水质要求高,设备投资大。通过技术经济比较,并根据该工程水源水质情况,本着技术可行,节约投资的原则,除盐水处理系统选择方案一,即按超滤+反渗透+阴浮动床+混床的流程设计。根据总体设计要求,为了节约用水,化学水处理站除盐水处理系统的用水回收率必须达到90%。为此,我们对系统设计进行了优化。根据工程源水水质的特点,设置了一套浓水超滤系统,处理超滤反洗所排放的浓水;另外,还设置了一套浓水反渗透系统,处理反渗透系统排放的浓水。经过计算,合理配置超滤系统、反渗透系统、离子交换系统的出力大小,使整个除盐水处理系统的用水回收率满足了总体设计的要求。炼油厂化学水处理系统设计。3.3废水贮存及处理方式除盐水处理系统设有V=300m3中和池2个,每个池子均设有空气曝气搅拌装置。各水处理设备再生、清洗排放的酸、碱废水经排水沟进入中和池。采用自流的方式从贮罐进行加酸、碱,利用罗茨风机和曝气搅拌装置循环搅拌均匀,中和达标后统一排往全厂污水处理系统。3.4药品的运输和贮存酸碱系统考虑除盐水处理系统及全厂碱库合并布置,分别设2台酸贮罐、4台碱贮罐和1台次氯酸钠贮罐,其中2台碱贮罐为全厂用碱而设,并配专用的碱输送泵。酸、碱及次氯酸钠按外购方式考虑,汽车运输。3.5系统运行及操作方式除盐水处理系统按母管制设计。超滤系统、反渗透系统在运行进、出水的压差或累计流量或运行累计时间达到一定值时,需要进行反冲洗。阴浮动床可以通过监测阴床出水的SiO2浓度或导电度来判断失效;混合离子交换器通过监测出水SiO2浓度或导电度来判断失效,也可以通过累积产水量来设定失效值。除盐设备的再生采用盐酸和氢氧化钠溶液,再生时溶液由高位酸碱贮存罐自流至酸碱计量箱,再通过喷射器进行再生。除盐水处理系统采用DCS集中监控。该DCS与动力站集成并留有与全厂信息管理系统及其它控制系统的通讯接口。3.6加药及清洗系统为保证超滤系统、反渗透系统的正常运行,在加药间设置了次氯酸钠加药装置、阻垢剂加药装置、还原剂加药装置,在清洗间设置了膜清洗装置。为了提高外供除盐水的pH值,在加药间设一套除盐水加氨装置,配套溶液箱和加氨计量泵。加氨采用自动加药方式,使外供除盐水的pH值维持在8.8~9.2范围内,加药泵为变频调节计量泵,加氨量根据除盐水pH信号控制加药量。4凝结水回收处理系统4.1凝结水回收处理系统出力系统出力:300m3/h。4.2系统设计由于全厂工艺冷凝水的边界温度很高(小于100℃),而除油设备的最高运行温度在45℃以下,所以工艺冷凝水在进除油系统前必须进行降温处理。在设计上,考虑到除盐水处理系统的出力较大(达到800t/h),可以利用它做为工艺冷凝水的冷却水,而全厂循环水做为冷却水的备用水源,经过热交换的除盐水直接送往厂区除盐水管网。具体流程如下:工艺冷凝水(经除油预处理至油含量小于或等于10mg/L后)→板式换热器→表面冷凝过滤器精密过滤器→活性炭过滤器→混床→除盐水箱(与除盐水处理系统共用)4.3废水贮存及处理方式凝结水处理系统设有V=200m3含油废水池1个,超标的含油废水先沟排至含油废水池,然后利用含油废水泵排往全厂含油污水处理系统。4.4系统操作方式凝结水回收处理系统采用DCS集中监控。该DCS与动力站集成并留有与全厂信息管理系统及其它控制系统的通讯接口。5结论该工程化学水处理站除盐水处理系统出力较大(达到800t/h),采用适合的水处理工艺对降低工程投资,以及满足环保要求有决定性作用。根据相关研究表明,反渗透装置对HCO3-及CO2的去除率并不高,所以在反渗透装置后考虑设置阴浮动床+混床系统,用阴浮动床中强碱阴离子交换树脂来交换反渗透出水中的全部残余阴离子,利用后续混床中的强酸阳离子交换树脂交换反渗透产水中的全部残余阳离子,考虑到混床进水中阴离子含量很低,设计时将常规混床的阳、阴树脂之比由1∶2调整为2∶1,通过以上优化,大大延长了混床的运行周期。采用膜处理工艺(超滤系统+反渗透系统)与常规的离子交换工艺(阴浮动床+混床)相结合的水处理方案,与全膜法方案相比,既节省了设备投资,又较常规纯离子交换工艺方案环保,大大减少了工业酸碱耗量,延长了离子交换设备的运行周期,减少了酸碱废水的排放量。再有就是优化系统配置,使整个系统的用水回收率满足了总体设计要求,节约了用水量。另外,利用除盐水处理系统生产的除盐水做为全厂回收工艺凝结水的冷却水,使凝结水的热能得到充分的利用,既满足了工艺本身的需要,也达到了节能降耗的目的。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 czx7105
czx7105
本文标题:炼油厂污水处理系统设计的工艺介绍
链接地址:https://www.777doc.com/doc-6582397 .html