您好,欢迎访问三七文档
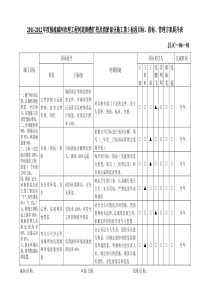
焊接作业指导书一、焊前准备规定1、检查焊接电流:在等速送丝下使用平硬特性直流电源,极性采用直流反接。2、检查送丝系统:推丝式送丝机构要求送丝软管不宜过长(2~4m之间),确保送丝无阻。3、检查焊枪:检查导电咀是否磨损,若超标则更换。出气孔是否出气通畅。4、检查供气系统:预热器、干燥器、减压器及流量计是否工作正常,电磁气阀是否灵活可靠。5、检查焊材:检查焊丝,确保外表光洁,无锈迹、油污和磨损。检查CO2气体纯度(应大于99.5%,含水量和含氮量均不超过0.1%),压力降至0.98Mpa时,禁止使用。6、检查施焊环境:确保施焊周围风速小于2.0m/s。7、清理工件表面:焊前清除焊缝两侧100mm以内的油、污、水、锈等,重要部位要求直至露出金属光泽。8、检查焊接工艺指导书(或焊接工艺卡)是否与实际施条件相符,严格按工艺指导书调节施焊焊接规范。二、施焊操作规定1、根据CO2气体保护半自动焊根据焊枪不同依说明书操作。2、引弧采用直接短路法接触引弧,引弧前使焊丝端头与焊件保持2~3mm的距离,若焊丝头呈球状则去掉。3、施焊过程中灵活掌握焊接速度,防止未焊透、气孔、咬边等缺陷。4、熄弧时禁止突然切断电源,在弧坑处必需稍作停留待填满弧坑后收弧以防止裂纹和气孔。5、焊缝接头连接采用退焊法。6、尺量采用左焊法施焊。7、摆动与不摆动参照工艺指导书或根据焊件厚度及材质热输入要求定。8、对T型接头平角焊,应使电弧偏向厚板一侧,正确调整焊枪角度以防止咬边、未焊透、焊缝下垂并保持焊角尺寸。9、严格按工艺指导书要求正确选择焊接顺序,减小焊接变形和焊后残余应力。10、焊后关闭设备电源,用钢丝刷清理焊缝表面,目测或用放大镜观察焊缝表面是否有气孔、裂纹、咬边等缺陷,用焊缝量尺测量焊缝外观成形尺寸。三、焊接参数规范规定1、焊接工艺参数控制:在焊接工艺指导书下的重要焊缝必需严格按工艺卡所示参数施焊。对未明确指定工艺参数的焊缝施焊时按如下要求施焊:2、焊丝直径:根据焊件厚度、焊接位置及生产进度要求综合考虑。焊薄板采用直径1.2mm以下焊丝,焊中厚板采用直径1.2以上焊丝。3、焊接电流:根据焊件厚度、坡口型式、焊丝直径及所需的熔滴过渡形式选择。短路过渡在50~230A内选择,颗粒过渡在250~500A内选择。4、焊接电压:短路过渡在16~24V选择,颗粒过渡在25~36V选择。并且电流增大时电压相应也增大。5、焊丝伸出长度:一般取焊丝直径的10倍,且不超过15mm。6、CO2气体流量:细丝焊时取8~15L/min,粗丝焊时取15~25L/min。7、电源极性:对低碳钢与低合金钢的焊接一律用直流反接。8、回路电感:通常随焊丝直径增大而调大,但原则上应力求使焊接过程稳定,飞溅小,可通过试焊确定。9、焊接速度:全自动焊根据工艺卡确定,半自动焊根据保护效果、焊缝四、工作过程1、按下焊枪开关SA5,电磁阀获电吸合,送气,供电开始。首先,高电压慢送丝引弧。完成引弧后,系统转为规范的工作电压及送丝速度。当送开焊枪开关,为防止焊丝末端与溶池粘连消螺球电路动作,保证收弧的稳定。引弧BG95导通。J3获电吸合,高电压,慢送丝转成焊接电压,焊接电流。松开焊枪QA1、J2失电释放,送丝停止,先停丝,GB94导通。输出适当的电压,防止焊丝的末端和熔池粘连。消熔球后停电。由于J1的延时释放,电磁阀继续吸合,实现滞后送气。松开焊枪开关约25秒钟GB96截止,J4失电交流CJ释放,主电路供电停止,实现空载节电。2、焊接准备工作(1)焊丝盘的安装:将符合规定的成盘焊丝装入送丝机的轴上,请注意焊丝的出丝方向要正确,旋紧轴端的挡板旋扭(2)送丝机压把的调整按方向穿好焊丝,焊丝要进入送丝轮的槽中,压紧压臂,调节压紧把手到合适的位置(3)开机在开机前检查三相380V电压是否正确,地线连接应当牢固可靠检查焊接电源、送丝机、焊枪、控制盒、气瓶、减压流量计连接是否正确。闭合焊机电源开关、指示灯亮,机内的冷却风扇转(4)检查气体流量先将流量计开关调整下降至松动位置,后打开CO2气瓶顶部的气阀(反之会造成流量损坏)将焊接电源前面板上气体检查开关打到“检查”位置;调整气体流量开关至合适位置,此时,则有气体由焊枪端部出口处喷出。(5)手动送丝将送丝机上的送丝开关搬到手动送丝位置,即可实现手动送丝,调节遥控盒焊接电流旋扭,可改变送丝速度的快慢,当焊枪导电嘴处焊丝伸出10—15mm时,立即将送丝开关搬到自动位置,送丝停止。(6)焊接操作,规范调整在焊接操作开始前a.焊接方式开关置于CO2位置b.气体保护开关置于焊接位置c.控制盒电流调节旋钮,电压调节旋钮旋至一定刻度。按下焊枪开关,引弧后调节遥控盒上的电压调节和电流调节旋钮,使电弧燃烧稳定、柔和、根据不同的焊接条件,焊接电流和焊接电压的关系见(表)焊接条件(参考)形对接气体流量10-20L/min板厚mm焊丝直径Φ间隙mm电流A电压V速度cm/min焊咀与母材距离mm1.00.8050-6016-1740-5081.20.8060-7017-1840-5081.60.80-0.580-10018-2040-5082.31.00-0.8100-12020-2140-50103.21.00-1.5130-15020-2330-40104.51.20-1.5150-18021-2330-3010水平填角焊接气体流量10-20L/min板厚mm焊丝直径Φ脚长mm电流A电压V速度cm/min焊咀与母材距离mm1.00.81.5-2.555-6016-1740-5081.20.83-3.570-8017-1845-5081.61.03-3.590-13019-2040-50102.31.03.5-4130-15019-2435-45103.21.24-4.5150-18021-2435-4510角焊接气体流量10-15L/min板厚mm焊丝直径Φ间隙mm电流A电压V速度cm/min焊咀与母材距离mm1.30.8055-6016-1740-4581.61.0065-7515-17.540-4582.31.0080-10019-2040-45103.21.20130-15020-2233-4010-15(7)关机焊接操作结束后,按下列过程关闭焊机a.关闭气瓶总开关b.将气体保护开关拨到检查位置,流量计压力指示到“0”位置。调整流量计的流量旋钮,向左旋到关闭位置c.关闭焊机电源开关d.断开焊机外接的电源开关3、焊缝缺陷产生原因气孔焊丝和工作有过量的油、锈和水;CO2气体保护不良(流量低,焊丝内硅锰含量不足,气体不纯,喷咀堵塞,漏气,风较大)。裂纹焊丝和工作有过量的油、锈和水;电流和电压配合不当;溶深过大,母材焊缝含碳量过高;多层焊第一道焊缝过小,焊接顺序不当,气体的含水量过多。咬边弧长太小,焊速过快;焊枪位置不合适,焊接电流过小,垫板的凹槽太深。夹渣前层焊缝的溶渣去除不干净;小电流低速度时溶敷量过多,在坡口内进行左焊法、焊接溶渣流到前面去,焊接摆动过大。飞溅焊接电流和电压配合不当;焊丝和工件清理不良;导电咀孔径过大或过小,焊丝伸出过长。溶深不够焊接电流太小,焊丝伸出过长,坡口不适当,角度过小,间隙过小。手工电弧焊焊接工艺工艺适用于低碳钢、低合金高强度钢、及各种大型钢结构工程制造重要结构的焊接,确保焊接生产施工质量,特制订本工艺。一、焊前准备1、根据施焊结构钢材的强度等级,各种接头型式选择相反强度等给牌号焊条和合适焊条直径。2、当施工环境温度低于零度,或钢材的碳当量大于0·41%及结构刚性过大,构件较厚时应采用焊前预热措施,预热温度为80℃~l00℃,预热范围为板厚的5倍,但不小于100毫米。3、工件厚度大于6毫米对接焊时,为确保焊透强度,在板材的对接边沿应开切V型或X型坡口,坡口角度а为60°。钝边P=0~1毫米,装配间隙б=0~1毫米;当板厚差4毫米≥4毫米时,应对较厚板材的对接边缘进行削斜处理,如图:4、焊条烘培:酸性药皮类型焊条焊前烘焙150℃×2保温2小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙。并保温川、时才能使用。5、焊前接头清洁要求,在坡口或焊接处两侧30毫米范围内影响焊缝质量的毛刺、油污、水、锈脏物,氧化皮必须清洁干净。6、在板缝两端如余量小于50毫米时,焊前两端应加引弧、熄弧板,其规格不小50×50毫米。二、焊接材料的选用]、首先应考虑母材强度等级与焊条强度等级相匹配和不同药皮类型焊条的使用特性。2、考虑物件工作条件,几承受动载荷、高应力或形状复杂,刚性较大,应选用抗裂性能和冲击韧性好的低氢型焊条。3、在满足使用性能和操作性能的前提下,应适当选用规格大效率高的铁粉焊条,以提高焊接生产效率。三、焊接规范l、应根据板厚选择焊条直径,确定焊接电流如表:板厚(毫米)焊条直径(毫米)焊接电流(安培)备注32.580~90不开坡口83.2110~150开V型坡口164.0160~180开X型坡口204.0180~200开X型坡口该电流为平焊位置焊接、立、横、仰焊时焊接电流应降低10~15%;>16毫米板厚焊接底层选Φ3.2mm焊条,角焊焊接电流应比对接焊焊接电流稍大。2、为使对接焊缝焊透,其底层焊接应选用比其他层焊接的焊条直径较小。3、厚件焊接,应严格控制层间温度,各层焊缝不宜过宽,应考虑多道多层焊接。4、对接焊缝正面焊接后,反面使用碳气刨扣槽,并进行封底焊接。四、焊接程序:l、焊接板缝,有纵横交叉的焊缝,应先焊端接缝后焊边接缝。2、焊缝长度超过1米以上,应采用分中对称焊法或逐步码焊法。3、结构上对接焊缝与角接焊缝同时存在时,应先焊板的对接焊缝,后焊物架的对接焊缝。最后焊物架与板的角焊缝。4、凡对称物件应从中央向前尾方向开始焊接,并左、右方向对称进行。5、构物件上平、立角焊同时存在时,应先焊立角焊后焊平角焊,先焊短焊缝,后焊长焊缝。6、一切吊运马部应用低氢焊条,焊后必须及时打渣,认真检查焊脚尺寸要求,用四周焊缝包角。7、部件焊缝质量不好应在部件上进行反修处理合格,不得留在整体安装焊接时进行。五、操作要点1、焊接重要结构时使用低氢型焊条,必须经300-350℃2小时烘干,一次领用不超过4小时用量,并应装在保温筒内,其他焊条也应放在焊条箱妥善保管。2、根据焊条的直径和型号,焊接位置等调试焊接电流和选择极性。3、在保证接头不致爆裂的前提下,根部焊道应尽可能薄。4、多层焊接时,下一层焊开始前应将上层焊缝的药皮、飞溅等表除干净,多层焊每层焊缝厚度不超过3~4毫米。5、焊前工件有预热要求时,多层多道焊应尽可能连续完成,保证层间温度不低于最低预热温度。6、多层焊起弧接头应相互错开30~40毫米,“T”和“一”字缝交叉处50毫米范围内不准起弧和熄弧。7、低氢型焊条应采用短弧焊进行焊接,选择直流电源反极性接法。六、焊缝质量要求1、重要结构对接焊缝按设计规定技术要求进行一定数量的X光片或超声波焊缝内部检查,并按设计规定级别评定。2、外表焊缝检查,所有结构焊应全部进行检查,其焊缝外表质量要求:1)焊缝直线度,任何部位在≤100毫米内直线度应≤2毫米。2)焊缝过渡光顺,不能突变<90°过渡角度。3)焊缝高低差,在长度25毫米,其高低差应≤1.5毫米。4)角焊缝K值公差。当构件厚度≤4毫米时0.9KO≤K≤KO+1;当物件厚度>4毫米时,0.9KO≤K≤KO+2。(KO为设计焊脚尺寸)5)焊缝咬边。当板6)厚≤6毫米d≤0.3毫米,局部d部<0.5毫米;当厚度>6毫米时d≤0.5毫米。(d为咬边深度)7)焊缝不允计低于工件表面及裂缝不熔合为缺陷存在。8)多道焊缝表面堆叠相交处下凹深度应≤1毫米。9)全部焊接缺陷允许进行修补,修补后应打磨光顺。10)部件结构材质为铸钢件时,焊后必须经550℃退火处理,以消除应力。3、焊接构件允许进行火工校正。钢结构手工电弧焊焊接工艺标准01字体大小:大-中-小wuyouhanjie发表于10-10-0321:03阅读(371)评论(0)分类:焊接材料不资料来自武汉威尔定特种焊接交流论谈钢结构手工电弧焊焊接工艺标准
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 gwlr123
gwlr123
本文标题:焊接作业指导书
链接地址:https://www.777doc.com/doc-6832648 .html