您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 项目/工程管理 > 项目2-3-三台电机顺序启停的控制
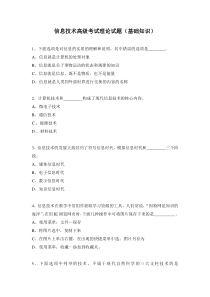
可编程控制器应用技术三菱FX2N系列PLC教学课件模块二:基本指令的使用项目2-3三台电机顺序启停的控制南京技师学院PLC精品课程课题组一、复习提问:根据已知梯形图画出对应的时序图。二、情景模拟:•在工业生产中,经常要求多台电机按照一定的顺序进行启停,来完成生产某一流程。下面是三台电机的控制要求,试完成PLC控制系统的设计。•按下SB1,M1、M2、M3三台电机按时序图2-3-1所示运行;要求它们相隔5s启动,各运行10s停止,并循环。元件功能分析见表2-3-1所示。5S5S5S5S5S5SSB1M1M2M3图2-3-1三台电机时序图表2-3-1三台电动机顺序控制系统元件功能表代号名称用途SB1启动按钮启动控制KM1交流接触器启动第一台电动机KM2交流接触器启动第二台电动机KM3交流接触器启动第三台电动机三、知识准备:1、计数器计数器在程序中用作计数控制。FX2N系列可编程控制器计数器可分为内部计数器及外部高速计数器。内部计数器是对机内元件(X、Y、M、S、T和C)的信号计数的计数器。机内信号的频率低于扫描频率,因而是低速计数器。对高于机器扫描频率的信号进行计数,需要高速计数器。现将普通计数器分类介绍如下:(1)16位增计数器(设定值:1~32767)有两种16位二进制增计数器。通用:C0~C99(100点)掉电保持用:C100~C199(100点)16位指其设定值及当前值寄存器为二进制16位寄存器,其设定值在K1~K32767范围内有效。设定值K0与K1意义相同,均在第一次计数时,其触点动作。计数器设定值,除了常数外,也可间接通过数据寄存器设定。使用计数器C100~C199时,即使停电,当前值和输出触点的置位/复位状态,也能保持。RSTC0C0K5())(Y000037X000X001C0X000X001Y000当前值12345图2-3-216位增计数器应用实例图2-3-2中,X0常开触点接通后,C0被复位,它对应的位存储单元被置0,它的常开触点断开,常闭触点接通,同时其计数当前值被置为0。X1作计数输入信号,当计数器的复位输入电路断开,计数输入电路由断开变为接通(即计数脉冲的上升沿)时,计数器的当前值加1,在5个计数脉冲之后,C0的当前值等于设定值5,它对应的位存储单元的内容被置1,其常开触点接通,常闭触点断开。再来计数脉冲时当前值不变,直到复位输入电路接通,计数器的当前值被置为0。(2)32位增/减计数器(设定值:-2147483648~+2147483647)有两种32位增/减计数器通用:C200~C219(20点)掉电保持用C220~C234(15点)32位指其设定值寄存器为32位。计数器方向由M8200~M8234设定。)(036X002X003X004()M8200RSTC200C200K5C200()Y00112图2-3-332位增/减计数器应用实例图2-3-3中,X2断开时,M8200为OFF,此时C200为加计数,若计数器的当前值由4加到5,计数器的输出触点ON,当前值为5时,输出触点仍为ON;当X12接通时,M8200为ON,此时C200为减计数,若计数器的当前值由5减到4时,计数器的输出触点OFF,当前值为4时,输出触点仍为OFF。X3的常开触点接通时,C200被复位,其常开触点断开,常闭触点接通,当前值被置为0。计数器的当前值在最大值2147483647加1时,将变为最小值-2147483648。类似地,当前值为-2147483648减1时,将变为最大值2147483647,这种计数器称为“环形计数器”。对于32位计数器的设定值,如果通过指定数据寄存器D0设定,则设定值在D1和D0中。四、任务实施1、控制系统程序分析:根据下列要求设计程序:按钮SB1有信号后,三台电机M1、M2、M3开始工作,如果SB1没有信号,三台电机立刻停止工作。分析三台电机工作时,每隔5s就有电机启动或者停止,隔5s是一个时间点,根据时序图,一个工作过程有4个时间点组成。5s的时间点可借助振荡电路来实现,再用计数器C0、C1、C2、C3作为一个工作过程中的时间点。找到每台电机启动和停止的时间点,然后利用启-保-停电路来完成程序的设计。2、控制系统的程序设计(1)I/O分配表(见表2-3-2)表2-3-2I/O分配表输入输出元件代号作用输入继电器元件代号作用输出继电器SB1启动按钮X0KM1控制第一台电机Y0FR1热保X1KM2控制第二台电机Y1FR2热保X2KM3控制第三台点机Y2FR3热保X3(2)梯形图(见图2-3-4)图2-3-4梯形图(3)PLC控制系统电气原理图(见图2-3-5)M1M2M3L1L2L3QFKM1KM2KM3FR1FR2FR33~3~3~PEKM1KM2KM3TX000COMFU1FU2Y000Y001Y002FR1FR2FR3COMPLCLNSB1X001X002X003FR1FR2FR3图2-3-5三台电机电气原理图五、课题拓展练习控制要求:1)三台电动机实现顺序启动;2)三台电动机实现逆序停止;3)前一台电动机停止后一台电动机也停止。•I/O分配表X4X3X2SB2Y2KM2X1Y1M1控制KM1X0M1启动输出继电器作用元件代号输入继电器作用元件代号输出输入X4SB4X3SB3KM2X1SB1KM1X0SB0输出继电器作用元件代号输入继电器作用元件代号输出输入SB5M1停止M2启动M2停止M3启动M3停止X5KM3Y3M2控制M3控制•梯形图程序请同学们完成语句表!•动画演示六、小结FX2N型PLC编程软元件计数器的使用主控指令MC和主控复位指令MCR的意义、助记符、操作元件及使用方法三相异步电动机顺序控制电路的PLC程序设计思考与练习:轧钢机控制系统的PLC程序设计控制要求:当启动按钮SB1按下,电机M1、M2运行,传送钢板,检测传送带上有无钢板的传感器S1的信号(即开关为ON),表示有钢板,电机M3正转;S1的信号消失(为OFF),检测传送带上钢板到位后的传感器S2有信号(为ON),表示钢板到位,电磁阀YV1动作,电机M3反转。此时传走钢板,当传感器S2的信号消失S2=OFF,成品件数的记数器C1加一次,加工一块钢板A灯亮,两块AB亮,三块ABC亮。满三块按停止按钮设备停机。提示:本题需4个输入,8个输出。请同学们完成程序设计!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
![大为资本运营[1]](/doc-751354.png)
 1104030231
1104030231
本文标题:项目2-3-三台电机顺序启停的控制
链接地址:https://www.777doc.com/doc-6858143 .html