您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > QC工序图BOMTTOM
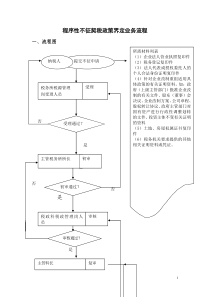
精密注塑有限公司客户名称`07适用机种Asteroid生产部工程部品质部批准产品名称BaseBottom发行日期2004-7-22产品编号`07011415修订日期2004/7/22时间和频率机械/工具/夹具记录担当油漆编号及供应商生管部(1)材料验证稀释剂编号及供应商品质部素材外观按MIL-STD-105E《进料检验记录表》IQC品质部QW-PE-0002(2)入库1.批号、料号、数量2.IQCPASSED印章每次来料进仓时《入库单》《入库帐本》仓管员生管部(4)拆包装操作方法产品拆包装时《IPQC巡检记录表》操作员生产部QW-PE-0001(5)上夹具操作方法、夹具清洁度、夹具是否松动每次上夹具时夹具盘\夹具《IPQC巡检记录表》操作员生产部QW-PE-0003(6)前处理操作方法无尘布清洁度每次上SP线时无尘布\白电油《IPQC巡检记录表》操作员生产部QW-PE-0004(7)除尘操作方法产品表面清洁度每次上SP线时风枪《IPQC巡检记录表》操作员生产部QW-PE-0005(8)上SP线操作方法每次上SP线时《IPQC检查报告》操作员生产部QW-PE-0006油漆与称释剂配比粘度过滤网目油漆清洁度高度转下页枪距日期责任人2003/10/7钟海村2004/7/22熊涛技术员修订内容新规作成图示说明变更记录一枪:21±1,二枪:20.5±1,三枪:17.9±1每次调机时以后每15分秒点检1.出库数量、2.批号、料号内容更改(10)调机一枪:52.5±1,二枪:45.6±1,三枪:37.8±1SP喷涂机目视\测量《调机记录表》《调油记录表》汇报组长,联络上司QC工序图73624-MR(武藏)无杂质,异物依《作业指导书》规定方法作业1.依《生产制令单》领料2.依标签批号、料号出库领料工序符号200#(双层)(9)调油(3)依生产计划领料出库QW-PE-0007目视依《作业指导书》规定方法作业依《作业指导书》规定方法作业目视汇报组长,联络上司1.电子称2.秒表3.粘度杯4.搅拌棒5.过滤网汇报组长,联络上司依《作业指导书》规定方法作业目视生产部汇报组长,联络上司目视领料员汇报上司,通知生管部《领料单》《出库帐本》目视、作喷涂试验S-3405(武藏)外观无碰伤、刮伤、变形、异物杂质、明显缩水、油污、脏物对照包装容器外编号及批号1.批号、料号、数量与送货单一致2.需有IQCPASSED印章目视、对照每批物料出库时《送货单》《进料检验记录表》仓管员IQC工序名称管理项目管理标准每次来料送货时确认方法作业指导书NO担当部门联络本公司采购部,通知品质部IQC联络本公司采购部汇报上司,隔离标示异常处理方法QW-PE-0008目视汇报组长,联络上司`1:0.912.8±0.2秒/杯依《作业指导书》规定方法作业汇报上司,油漆暂停使用每批油漆调配时生产部目视\测量生产部文件编号版本/版次页数QW-QA-0006A/02第1页,共2页技术员汇报上司,暂停量产管理方法:作业:边作业边检查:来料:检查:结束:过程精密注塑有限公司客户名称`07适用机种Asteroid生产部工程部品质部批准产品名称BaseBottom发行日期2004-7-22产品编号`07011415修订日期2004/7/22时间和频率机械/工具/夹具记录担当承上页上/下角度左/右角度油量空气压力扇形大小喷涂范围(11)首件确认外观、膜厚、颜色等每次量产前千分尺,漆膜画格器等《首件检验记录表》IPQC品质部QW-QA-0005(12)巡检外观、膜厚、颜色等每30分钟千分尺,漆膜画格器等《IPQC巡检记录表》IPQC品质部QW-QA-0005(13)下SP线操作方法每次下SP线时《IPQC巡检记录表》操作员生产部QW-PE-0009烘烤温度烘烤时间(13)下夹具操作方法每次下夹具时《IPQC巡检记录表》操作员生产部QW-PE-0011(15)包装包装数量、规格全数检验《IPQC巡检记录表》操作员生产部QW-PE-0011(16)入库入库数量、标识每箱入库时《成品入库单》仓管员生管部(17)出货检查无碰伤、刮伤、色差、颗粒、缩水等MAJ:0.4MIN:1.0千分尺,漆膜画格器《出货检验报告》OQC品质部QW-QA-0005(18)出货品名\规格\数量每次出货时《出货单》送货员生管部日期责任人2003/10/7钟海村2004/7/22熊涛生产部汇报组长,联络上司QW-QA-0005汇报组长,联络上司汇报组长,联络上司汇报组长,联络上司依《作业指导书》规定方法作业数量无误、标识清楚依《检验标准书》项目检验与订单一致全数检验依《作业指导书》规定方法作业汇报组长,联络上司烘烤炉目视\测量(14)全检无碰伤、刮伤、色差、颗粒、缩水等依《检验标准书》项目检验汇报组长,联络上司作业指导书NO担当部门异常处理方法确认方法管理方法(14)烘烤55±5℃15±2分钟每次烘烤时以后每15分秒点检QW-QA-0006A/02第1页,共2页目视《调机记录表》技术员全检员目视目视《调机记录表》QW-PE-0008汇报组长,联络上司依《检验标准书》项目检验文件编号版本/版次页数目视\测量目视\测量SP喷涂机目视\测量《不良计数表》汇报上司,暂停量产汇报上司,暂停量产汇报上司,暂停量产汇报上司,暂停量产技术员生产部QW-PE-0010QC工序图工序符号一枪:64-79,二枪:93-110,三枪:120-135每次调机时以后每15分秒点检工序名称管理项目管理标准生产部图示说明变更记录(10)调机一枪:5°,二枪:5°,三枪:28°一枪:0°,二枪:0°,三枪:0°一枪:70±2,二枪:68±2,三枪:51±2一枪:0.4,二枪:0.4,三枪:0.4一枪:1,二枪:1,三枪:1依《作业指导书》规定方法作业依《检验标准书》项目检验目视新规作成内容更改目视目视目视\测量修订内容:作业:边作业边检查:来料:检查:结束:过程
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 freedom2010
freedom2010
本文标题:QC工序图BOMTTOM
链接地址:https://www.777doc.com/doc-6898737 .html