您好,欢迎访问三七文档
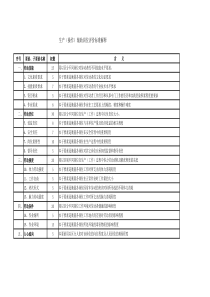
1、编带、预成型2、刷胶(点红胶)3、贴片、回流焊4、机插5、上手插线插件6、过波峰焊-焊点上锡7、剪脚8、补焊9、ICT检测10、功能侧11、外观检验12、刷胶13、烘干14、包装运输控制板加工工艺流程说明:一、前工序1、编带、预成型根据不同的印制板上的位号,将已经编带好的电子元器件进行机插时先后顺序和不同位号需求不同的电子元器件进行重新编带。以便机插时可以根据不同的位号机插不同的物料。预成型主要是对手插线中的部分元器件进行预先的整形和成型。以提高手插时的工作效率。编带定员1人,预成型一般定员4-5人。2、刷胶(点红胶)对需要贴片的元器件对应的印制板上的位号用刷胶机或者点胶机进行上胶,以防止贴片后元器件掉落。定员1人。3、贴片、回流焊将刷胶后的印制板进行贴片和回流焊,回流焊使元器件在印制板上更加可靠。需要贴片的元器件一般都是贴片电阻、贴片电容等。贴片12小时产能一般在3000左右。定员1人。4、机插将贴片后的半成品进行机插,机插分为卧插和立插,先卧插后立插。主要是电阻、电容等进行机插。机插12小时产能一般在3600块左右。定员1人。二、组装车间此时一块控制板已经完成近一半的工作量,接下来的手插、波峰焊、剪脚、补焊、ICT检测、功能测试、外观检查等工序都是在流水线上操作。1、手插此道工序是将贴片机插好的半成品控制板进行手插流水线的操作。将不能在贴片、机插车间完成的元器件在手插线进行手插,根据不同的控制板一般定员15-25人不等。2、波峰焊将已经完成贴片、机插、手插的控制板过波峰焊上锡。固定所有的元器件。定员1人3、剪脚此工序是将波峰焊后控制板上元器件留出来的引脚剪掉,留出1.5-2.5MM的余量。定员1人。3、补焊此工序是检查元器件引脚有没有虚焊、漏焊的点,用焊锡丝进行修补。此工序根据不同的控制板一般定员在4-8人。4、ICT检测用测试用针床对控制板进行ICT检测,以检查控制板有没有开路、短路、连焊、元器件的阻值、容量等。该工序和后面的功能检测一般都是产能瓶颈点。主要是受工装的效率影响。一般定员1-2人。5、功能测试功能测试是对控制板进行通电检测,模拟整机功能,测试控制板的各项功能是否正常启动,比如风机转不转、能不能接收遥控等等,一般定员在1-2人。6、外观检查对通过功能测试的控制板进行最后一次的外观检查,检验有没有虚焊、漏焊、元器件插不到位等问题。一般定员在2人。7、刷胶对检验合格的控制板背面进行刷三防胶,主要是起到作用防潮、绝缘等。一般定员在1人。8、烘干对经过刷胶的控制板进行过烘道烘干,一般需要时间为30分钟。定员1人。9、包装对完成以上所有工序的控制板用防静电袋进行包装,待发货。一般定员2-3人。控制板的加工费以焊点进行计算,包装费、运输费均折合计算,加在点数费用上。贴片的芯片2个脚按照一个焊点计算。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 oneredcat
oneredcat
本文标题:控制板加工工艺流程
链接地址:https://www.777doc.com/doc-6925860 .html