您好,欢迎访问三七文档
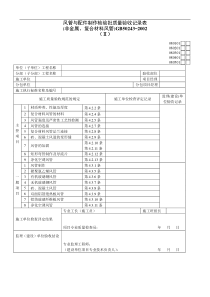
接头焊接工艺卡HC/RQ/ZJ004-10接头简图焊接说明及要求焊接工艺卡编号H11、焊条焊前按工艺要求进行烘干及保温,烘干次数不得超过产品黄磷计量槽两次。2、坡口表面及两侧(以离坡口边缘的距离20mm)应将水、接头编号B类对接环焊缝铁锈、油污、积渣和其他有害杂质清理干净。3、组对不得强力,并保证间隙均匀。焊材型号规格CHE427Ø3.2Ø4.04、注意根部成型,层间接头错开5-10mm。H08Mn2SiAØ2.55、采用氩弧焊打底,焊条电弧焊盖面。6、在收弧时应将弧坑填满。烘干温度350℃7、其余按焊条电弧焊工艺守则执行。8、注意焊接安全及个人防护。烘焙1h焊工持证项目GTAW-I-6G-3/25-02SMAW-I-6G-3.5/25-F1母材Q235B厚度,mm12检验序号本厂质检第三方和用户1Δ焊缝金属厚度,mm2Δ焊接位置—层一道焊接方法填充材料焊接电源电弧电压(V)焊接速度(Cm/min)线能量(Kj/cm)施焊技术GTAW+SMAW牌号直径极性电流(A)预热温度(℃)—点固GTAWH08Mn2SiAØ2.5直正80/12011/14层间温度(℃)—1/1GTAWH08Mn2SiAØ2.5直正80/12011/14焊后热处理—2/1SMAWCHE427Ø3.2直反90/12022/24后热—3/1SMAWCHE427Ø4.0直反140/18024/26钨极直径Ø2.54/1SMAWCHE427Ø4.0直反140/18024/26喷嘴直径10脉冲频率—脉宽比(%)—气体成份Ar99.99%气体流量正面8/10(L/min)背面—接头焊接工艺卡HC/RQ/ZJ004-10接头简图焊接说明及要求焊接工艺卡编号H21、焊条焊前按工艺要求进行烘干及保温,烘干次数不得超过产品黄磷计量槽两次。2、坡口表面及两侧(以离坡口边缘的距离20mm)应将水、接头编号带补强圈的D类角焊缝铁锈、油污、积渣和其他有害杂质清理干净。3、组对不得强力,并保证间隙均匀。焊材型号规格CHE427Ø3.2Ø4.04、注意根部成型,层间接头错开5-10mm。H08Mn2SiAØ2.55、采用氩弧焊打底,焊条电弧焊盖面。6、在收弧时应将弧坑填满。烘干温度350℃7、其余按焊条电弧焊工艺守则执行。8、注意焊接安全及个人防护。烘焙1h焊工持证项目GTAW-I-6G-3/25-02SMAW-I-6G-3.5/25-F1母材Q235B厚度,mm12检验序号本厂质检第三方和用户Q235B、208、101Δ焊缝金属厚度,mm2Δ焊接位置—层一道焊接方法填充材料焊接电源电弧电压(V)焊接速度(Cm/min)线能量(Kj/cm)施焊技术GTAW+SMAW牌号直径极性电流(A)预热温度(℃)—点固GTAWH08Mn2SiAØ2.5直正80/12011/14层间温度(℃)—1/1GTAWH08Mn2SiAØ2.5直正80/12011/14焊后热处理—2/1SMAWCHE427Ø3.2直反90/12022/24后热—3/1SMAWCHE427Ø4.0直反140/18024/26钨极直径Ø2.54/1SMAWCHE427Ø4.0直反140/18024/26喷嘴直径10其余SMAWCHE427Ø4.0直反140/18024/26脉冲频率—脉宽比(%)—气体成份Ar99.99%气体流量正面8/10(L/min)背面—接头焊接工艺卡HC/RQ/ZJ004-10接头简图焊接说明及要求焊接工艺卡编号H31、焊条焊前按工艺要求进行烘干及保温,烘干次数不得超过产品黄磷计量槽两次。2、坡口表面及两侧(以离坡口边缘的距离20mm)应将水、接头编号D1角焊缝铁锈、油污、积渣和其他有害杂质清理干净。3、组对不得强力,并保证间隙均匀。焊材型号规格CHE427Ø3.2Ø4.04、注意根部成型,层间接头错开5-10mm。H08Mn2SiAØ2.55、采用氩弧焊打底,焊条电弧焊盖面。6、在收弧时应将弧坑填满。烘干温度350℃7、其余按焊条电弧焊工艺守则执行。8、注意焊接安全及个人防护。烘焙1h焊工持证项目GTAW-I-6G-3/25-02SMAW-I-6G-3.5/25-F1母材Q235B厚度,mm12检验序号本厂质检第三方和用户203.51Δ焊缝金属厚度,mm2Δ焊接位置—层一道焊接方法填充材料焊接电源电弧电压(V)焊接速度(Cm/min)线能量(Kj/cm)施焊技术GTAW+SMAW牌号直径极性电流(A)预热温度(℃)—点固GTAWH08Mn2SiAØ2.5直正80/12011/14层间温度(℃)—1/1GTAWH08Mn2SiAØ2.5直正80/12011/14焊后热处理—2/1SMAWCHE427Ø3.2直反90/12022/24后热—3/1SMAWCHE427Ø4.0直反140/18024/26钨极直径Ø2.54/1SMAWCHE427Ø4.0直反140/18024/26喷嘴直径10其余SMAWCHE427Ø4.0直反140/18024/26脉冲频率—脉宽比(%)—气体成份Ar99.99%气体流量正面8/10(L/min)背面—接头焊接工艺卡HC/RQ/ZJ004-10接头简图焊接说明及要求焊接工艺卡编号H41、焊条焊前按工艺要求进行烘干及保温,烘干次数不得超过产品黄磷计量槽两次。2、坡口表面及两侧(以离坡口边缘的距离20mm)应将水、接头编号D1角焊缝铁锈、油污、积渣和其他有害杂质清理干净。3、组对不得强力,并保证间隙均匀。焊材型号规格CHS302Ø2.5Ø3.24、注意根部成型,层间接头错开5-10mm。5、采用氩弧焊打底,焊条电弧焊盖面。6、在收弧时应将弧坑填满。烘干温度300~350℃7、其余按焊条电弧焊工艺守则执行。8、注意焊接安全及个人防护。烘焙1h焊工持证项目GTAW-I-6G-3/25-02SMAW-I-6G-3.5/25-F1母材Q235B厚度,mm12检验序号本厂质检第三方和用户3041Δ焊缝金属厚度,mm2Δ焊接位置—层一道焊接方法填充材料焊接电源电弧电压(V)焊接速度(Cm/min)线能量(Kj/cm)施焊技术SMAW牌号直径极性电流(A)预热温度(℃)—点固SMAWCHS302Ø2.5直反50/8020/22层间温度(℃)—1/1SMAWCHS302Ø2.5直反50/8020/22焊后热处理—2/1SMAWCHS302Ø3.2直反80/11022/24后热—其余SMAWCHS302Ø3.2直反80/11022/24钨极直径—喷嘴直径—脉冲频率—脉宽比(%)—气体成份—气体流量正面—背面—
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 tonycs007
tonycs007
本文标题:11接头焊接工艺卡
链接地址:https://www.777doc.com/doc-6943677 .html