您好,欢迎访问三七文档
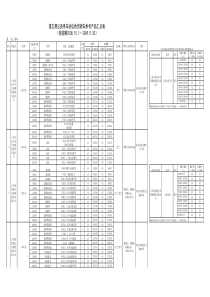
生产工艺流程图工艺流程说明:(1)铅粉制造铅粉是制造铅蓄电池极板活性物质的主要原料,铅粉的制造是蓄电池生产中一步重要工序。铅粉的性能优劣直接影响到正负极板的质量,进而对电池容量及寿命造成一定的影响。将1#电解铅通过切块机制成一定规格的铅块,将铅块送入铅粉机,铅粉在密闭球磨机内经过相互摩擦和撞击、加温、氧化等一系列程序,制成氧化量、视密度等符合工艺规定的铅粉氧化铅(PbO)。(2)红丹粉制造红丹粉是在铅粉中按照一定比例加入混合后,作为正极板的活性物质,加入红丹能够提高电池的容量及寿命。红丹粉制造过程是将融化的电铅流入制粉炉,铅的熔点为327.46℃,熔铅温度为420~480℃,在负压、搅拌条件下进行氧化,再经过粉碎、分离、造粒,进入移动烧结床,制成氧化量、视密度符合工艺要求的铅粉四氧化三铅(Pb3O4)。(3)板栅铸造极板是蓄电池的核心部分,铅酸蓄电池活性物质的载体和导电体,正负极板上的活性物质是靠板栅来支撑的,活性物质参与电化学反应所需的外来电能和放出的电能,也是通过板栅传导。因此蓄电池所要求的板栅应具有一定的机械强度,较好的耐腐蚀性及良好的导电性。将正负极板栅所用的工作铅合金,分别投入自动铸板机合金锅中熔化、保温、通过封闭自动定量输送、注模、成型、脱模、自动裁切等连续重复动作,完成蓄电池用板栅有规律的生产过程。(4)和膏通过全自动铅膏制造机组,将铅膏制造所需要的铅粉、硫酸及经过自动称量,封闭输送加入和膏机内,进行密封,按照设定的程序,以规定的先后顺序完成充分混合的过程,使最终生产出的半成品铅膏可满足下工序涂板要求。(5)涂板涂板工艺是将上道工序的铅膏经涂片机涂在铸板工序送来的板栅上,用以下一步表面固化干燥得到生极板。(6)灌粉是将正板栅铅筋套入排管,通过自动灌粉机将铅粉和红丹粉的混合物按照一定量灌入排管内,制成正极板。(7)浸酸为了加强板栅和活性物质的结合,要将制成的正极板放入低比重的酸液中浸泡。(8)固化干燥将填涂好的极板,送入由全自动程序控制温度、湿度和时间的专用密闭房间(固化干燥室)中,按照工艺要求在一定的湿度、温度条件下,通过控制各阶段的时间对极板完成物理和化学变化的过程,使经过固化干燥后的极板满足生产和技术的要求,此过程对极板的强度、活性物质的寿命、电池的放电容量会产生较大的影响。(9)电池装配电池装配过程包括分片、配组包板、组装焊接、装槽、封口等一系列过程。此工序是将固化干燥好的极板经自动分片机分片后,将隔板包裹在极板上。将包板后的极板组装成组,放入焊板装置,将正、负极板群用焊板夹具串联进行焊接,将焊接好的极板群清理干净,检查没有假焊、虚焊,装入电池槽进行封口,电池组装完成,进行短路、极性、气密性等检查。(10)内化成取消槽式极板化成改用内化成,可缩短电池的生产周期;通过酸的冷热交换,无需水冷却,大量减少了水的浪费,节约了能源;内化成过程电解液不断补充更新,可以实现化成电解液零排放;取消了槽式化成中极板冲洗、浸有机溶剂、极板干燥过程,减少了厂房面积、蒸汽、电等能源的浪费;杜绝了焊接化成过程中的极板虚焊,化成不透等现象;以及化成焊接过程中产生的铅烟和酸雾腐蚀;酸循环系统采用密闭负压工作,无气体和酸雾溢出,环保性能好,无污染。将组装好的成品电池,安放在酸循环设备上,将电池与系统的插接器连接好,通过酸循环设备将配置好的电解液注入电池中,通过酸泵使电解液在电池与系统中循环,循环过程中,进出酸的流速和密度是一致的,同时酸密度可随时调整,保证电池组中每只电池的一致性和电解液的密度一致性;按照工艺要求设定参数对电池进行充电。(11)配酸将98%的浓硫酸与去离子水按比例混合配置成39.2%左右的稀硫酸待用。根据建设单位提供的资料,配酸整个过程为全密闭,并设冷凝器,保证整个配酸过程温度处于40℃以下。(12)检验电池充放电后,检验合格后打码。该过程可能产生不合格电池,经修复后,可成为合格电池。(13)清洗通过自动清洗机对合格电池进行外观清洁。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 iverson17
iverson17
本文标题:铅蓄电池工艺流程
链接地址:https://www.777doc.com/doc-7003535 .html