您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 蚀刻工艺简介(2D-3D)
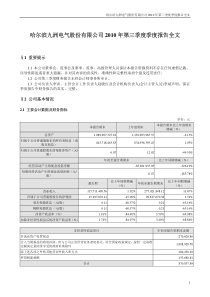
凯乐金属制品有限公司金屬蝕刻技術簡介報告人:王本印2011.09.22公司网址:目錄一.金屬蝕刻定義及分類.二.化學蝕刻材料厚度與精度三、行业用途四.金屬蝕刻工藝簡介一.金屬蝕刻定義及分類.金属蚀刻就是先在基板上用絲印或網印的方式把基板上需要保護的部位遮住,然後用化學或電化學方式侵蝕掉不需要的部位,最後退去保護膜,得到制品的一種加工方式。是生产标牌、电路板、金属工艺品、金属版画等过程中的关键步骤。最初的技朮工業生產應用是在印刷絲路版,因絲路板的絲線細而密,機械加工很難完成。不同的金属材料,性质各不相同,蚀刻图型的精度不同,蚀刻深度不同,所采用的蚀刻方法、工艺以及所用蚀刻液的配方大不一样,所采用的感光抗蚀材料也各不相同。工艺流程:前处理涂油烘烤曝光显影蚀刻剥漆1、化学蚀刻法—用强酸或强碱溶液直接對工件未被保护部位进行化学腐蚀,这也是目前使用最多的一种方法,优点是蚀刻深度可深可浅,蚀刻速度很快,缺点是腐蚀液对环境有很大的污染,特別是蚀刻液不易回收。並且在生產過程中对操作工人的身体健康有害。2、电化学蚀刻—这是一种把工件做阳极使用电解质通电,阳极溶解,从而达到蚀刻目的的方法,其优点在于环保方面,对环境污染很小,对操作工人的身体健康无害,缺点是蚀刻深度较小,大面积蚀刻时,电流分布不均匀,深度不易控制。3、激光蚀刻法—优点是线性边沿整齐无侧蚀现象,但成本很高,约为化学蚀刻法的一倍。印刷电路板行业印刷锡膏时,所用的不锈钢丝网大多是用激光蚀刻法制作的。金属蚀刻具有很高的复制性。在加工工艺制品上,只要提供工艺品的母版底片,就能很精確的復制出幾乎相同的产品。其次对於尺寸要求严格而又很微小,且机械加工很难加工的零件,提供了较方便的加工方法。化学蚀刻材料不锈钢、铁镍合金、铜、铝以及其它合金材料厚度(单位:mm)规格0.050.10.20.51厚度公差±0.005±0.008±0.020±0.030±0.050最小公差±0.010±0.025±0.050±0.120±0.015最小孔径0.050.10.20.31最小线径0.020.080.120.40.8材料厚度范围2mm及以下的薄板,特别适合0.5mm以下薄板,化学蚀刻精度与料厚成反比(2D蚀刻穿孔孔径要大于板材的厚度)三、行业用途:四、化学蚀刻适用范围:1、可加工的金属种类:各种金属、合金及不锈钢板材、带材;2、板材厚度范围:2mm及以下薄板,特别适用0.5mm以下薄板;3、行业用途:(1)石油、化工、食品、制药用精密过滤网、过滤板、过滤筒、过滤器;(2)电子行业用金属漏板、盖板、平面引脚、引线框架、金属基片;(3)精密光学及机械平面零件、弹簧零件;(4)摩擦片及其它凹凸型平面零件;(5)金属标牌及图案复杂的金属装饰板和精美工艺品。不锈钢网如:果汁机网罩网片轮船模型汽车模型2D工艺品2.2)电子行业用栅网、阵列、金属漏板、盖板、引线框架等。如:格栅片、模片、盖板、引线框架、阵列引脚、栅网。精密光学及机械平面零件、弹簧零件。2D電子片(码盘)格栅片模片引线框架阵列引脚2D铭牌祝寿—金贺卡葡萄镂空花边—VIP贵宾金卡黄铜标牌汽车标牌及饰条2.4)工艺品:适用于各种图案加工。如:蝕刻鍵盤MotoV3金屬蝕刻鍵盤工藝品:四.金屬蝕刻工藝簡介工藝流程基板的清洗与表面处理涂布(丝印压膜喷油)热风预烘干(烘烤)曝光顯影補光固化(高温固化)干燥蚀刻脱墨後制作對於較小的平面工件,可直接采用絲印的方式完成塗布的工序,但對於大面積,絲印無法進行的產品只能采用直接在工件表面塗布顯影。4.1.基板的清洗与表面处理目的:除去工件表面的防銹油、潤滑油、乳化液及工作人員分泌的汗漬油脂等。成份組成:氫氧化鈉、碳酸鈉等鹼性物質及十二烷基苯磺酸鈉等。脫脂不完全會影響後面塗布工序中保護膜與工件的接合力,以致在蝕刻過程中保護膜脫落造成工件的損壞。4.2涂布涂布感光油墨。可以采用滿版印刷、刷塗、滾塗或噴塗的方式,對油墨塗層的均一性要求不是很高,只要能保證塗層能夠在蝕刻時對產品需保護部位得到充分的保護。此工序和制作網板中的塗布工序差不多,只是制作網板是在網砂上塗感光油墨,而金屬蝕刻是直接在工件表面塗布。4.3热风预烘干热风预烘干(30-40℃,10-15分)目的只是防止曝光時感光油墨粘住菲霖。要在暗室中進行操作。4.4曝光曝光高压汞灯、碘镓灯、金属卤素灯。時間:二十秒左右,抽真空;根據工件的精度要求適當調整曝光時間。精度要求越高,曝光時間要適當縮短。进行检测曝光的能量尺:8-11格4.5顯影显影對於水性感光油墨,可采用1%碳酸钠水溶液或直接用清水,温度25-30℃,手工显影或喷射显影。對於油性感光油墨,可采用有機溶劑進行手工显影或喷射显影。。4.6補光固化增加固化膜对底材的结合力,提高耐蚀刻性能。采用高压汞灯照射或用紫外光照射,照射時間的長短要根據各自油墨的不同特性來決定,時間太長,油墨老化,結合力不好導致不能很好保護工件,時間太短,固化效果不好,結合力也不好,也不能很好保護工件。4.7干燥干燥90-110℃/5-10分,增加固化膜对底材的结合力,提高耐腐蚀或耐电镀性能。若要永久保留固化膜,可进行140-160℃/30分钟以上热烘烤4.8蚀刻蚀刻1.化学蚀刻蝕刻液一般都是強酸或強碱。盡可能使反應快速完成,一般蝕刻速度為0.04mm/分鐘,蝕刻速度越快,側蝕的程度就越小,所得到的工件精密度就越高。2.电化學蚀刻把工件做陽極,在電解液中通電,工件上未被保護部位因作陽極而溶解,從而達到蝕刻的目的。电化學蚀刻的蝕刻速率一般由工件表面的電流密度來控制。對於蝕刻完成既為成品的產品,直接退去保護油墨。要根據所采用的油墨性質來選用脫墨液:1.對於水性油墨,可采用20%氢氧化钠水溶液/50~60℃浸泡約十分鐘,然後擦拭,去除油墨。2.對於油性油墨,要用有機溶劑進行浸泡約十分鐘,然後進行擦洗去除。4.9脱墨4.10後制作对於蚀刻的成品,进行手工填漆、电泳涂装或者电镀,从而形成同一平面两种颜色甚至多种颜色的外观效果。如这个标牌,就是先蚀刻出中间的字,然後进行填漆,达到的效果。3D精密蚀刻图片蚀刻+ED蚀刻+ED蚀刻+电镀愿意与您合作携手共创辉煌为您服务]谢谢
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

![公司章程(XXXX年2月)62134038[1]](/doc-576188.png)

 suijiachen
suijiachen
本文标题:蚀刻工艺简介(2D-3D)
链接地址:https://www.777doc.com/doc-7035410 .html