您好,欢迎访问三七文档
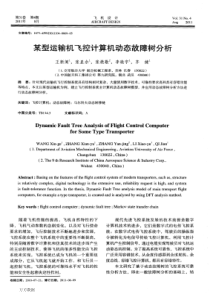
双凸透镜△tΦΔΦR1R2d1.74522343.51.530.4135.6510双凹透镜△tΦΔΦR1R2d1.72490943.51.558.4830.412平凸透镜△tΦΔΦRd0.50153235135.899平凹透镜△tΦΔΦRd0.43850932.52.599.772.1弯月透镜△tΦΔΦR1(凸面)R2(凹面)dh1-0.078823520316.2300.620.5公式图示△t=ΔΦ(Φ+ΔΦ)(R1+R2-d)/2R1R2图1△tΦΔΦR1R2△t=ΔΦ(Φ+ΔΦ)(R1+R2+d)/2R1R2图2dh1Δt△t=ΔΦ(Φ+ΔΦ)/2R图3△t=ΔΦ(Φ+ΔΦ)/2R图3△t=ΔΦ(Φ+ΔΦ)(-R1+R2+d)/2R2(R1-h1)图4(1)磨边余量不能过大,通常△Φ不超过3mm如果超过3mm,那只有设法控制边厚差来保证中心误差。在粗磨时,最好能将△t值控制在1/2以内(2)如果透镜磨边余量增大后,使其成为薄边零件,那么必须保证边缘厚度不小于0.5mm.此时可在粗磨控制边厚差,以保证磨边余量。透镜边缘厚度差透镜直径直径磨边余量中心厚度凸面矢高边厚差镜片半张角计算sinαb0.3633720930.50.175403428假象半径计算RjRj2凸面18.14221596329.14凹面18.49702679342.14计算中间不同排列对镜盘张角起始度数sinγ0γ0中间放一片时中间放三片时0.41544中间放四片时0.24038透镜粘结模设计火漆层厚度占一般取零件直径的0.05-0.1倍(通常取δ=0.5mm)RjΦ58.484299.7735R1dh1h2Φ35.89853535.898535sinα0.360.17单件加工时,粘结模口径取(0.7-0.8)D。当零件直径小于50mm,并且粘结面曲率很小时,粘结模可做成平的公式sinα=(Φ+b)/2Rjsinα0=Φ/2RjsinαbRjΦRj2=(R1-d±h2)+Φ2/4R1Rj2=(R1-h1)+Φ2/4h1h2γ0=0sinγ0=1.154*sinαsinγ0=1.414*sinα镜片每每增加一层,镜盘张角增加a;于是γ=γm+α一直加到γ=80゜选定一种排列方式注:当m=1时,γm=γ0图5,图6,图7镜片半张角镜片的间隔(B=(0.05-0.1)D,但不小于0.5mm)假想半径,即镜片上盘时,影响成盘因素的实际半径值透镜直径加工面的曲率半径,取正号加工面的矢高非加工面的矢高
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 aardwark
aardwark
本文标题:光学工艺计算公式
链接地址:https://www.777doc.com/doc-7276041 .html