您好,欢迎访问三七文档
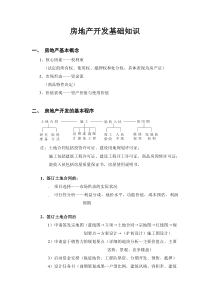
任务7自动焊接设备与工艺7.1任务描述随着现代电子技术的飞速发展,越来越多的电子产品在企业的生产线上规模化、大批量地、现代化地投入生产,而单纯的手工焊接技术在高焊接效率和高可靠性方面,已经不能满足现代电子工艺的需求。目前,在现代电子产品制造企业中,大多数焊接作业都采用自动焊接方式,手工焊接仅仅起补焊与修整的辅助性作用。本任务就是了解相关的自动焊接设备及其生产工艺,开阔视野,与新设备、新知识更新程度保持同步,并且学习使用一到两种自动焊接设备。7.2任务资讯7.2.1自动焊接技术与手工焊接技术相比,自动焊接技术具有以下明显优点:1.节省人力资源、自动化程度高。从这个方面大大降低了人为因素对焊机质量的影响,又节省了大量的人力资料。2.提高效率、降低成本。自动焊接技术可以使焊接变得规模化、机械化,适合于大批量的生产,流水线式作业方式,使焊接的效率有很大程度提高,同时又使焊接的成本降低。3.高可靠性和美观性。自动焊接技术使用焊接的可靠性有据可依,美观程度也增色不少。自动焊接技术可以分为流动焊接和再流焊接两大类。流动焊接技术是熔融流动的液态焊料和焊件对象做相对运动,从而实现润湿完成焊接。流动焊接技术在THT工艺常用的自动焊接设备有浸焊机和波峰焊机。再流焊接技术是随着电子技术发展到SMT时代而产生的。再流焊技术使用膏状焊料,通过模板漏印或点胶的方法涂覆在电路板的焊盘上,贴上SMT元器件后经过加热,使焊料熔化,湿润焊接对象,冷却后形成焊点。自动焊接还要用到助焊剂自动涂覆设备、清洗设备等其他的辅助装置,自动焊接的一般工艺流程如图所示。7.2.2浸焊一、浸焊技术浸焊是将预先插装好元器件的印制电路板在熔化的锡槽内浸焊,一次完成印制电路板多个焊接点的焊接方法。它是最早应用在电子产品批量生产中的焊接方法,消除了手工焊接的漏焊现象,提高了焊接效率。浸焊一般有手工浸焊和机器自动浸焊两种。1.手工浸焊手工浸焊是由操作者手持夹具,将已经插装好元器件的待焊接的PCB浸入锡槽内来完成的。手工操作浸焊工作照2.自动浸焊自动浸焊是将插装好元器件的印制电路板,用专用夹具安置在传送带上,然后通过自动生产线进行自动浸焊。自动浸焊的工艺流程为:印制电路板先经过泡沫助焊剂槽,喷上助焊剂,经由加热器烘干,然后经过熔化的锡槽进行浸焊。二、浸焊机一般企业生产中常用的自动浸焊机有两种,一种是普通浸焊机,另一种是超声波浸焊机。除此两种浸焊机外,近年来又有半自动浸焊机问世。1.普通浸焊机普通浸焊机是在锡锅的基础上,增加锡液滚动装置和温度调节装置构成的。先将待焊组件喷涂助焊剂,再浸入焊机锡槽。锡锅内的焊锡在不停加热的情况下持续流动,改善焊接的质量。普通浸焊机的结构外形图2.超声波浸焊机超声波浸焊机一般由超声波发生器、换能器、水箱、焊锡槽、加温设备等几部分组成。超声波焊机适用于一般浸锡较困难的元器件焊接。超声波焊接时可有效阻止气泡及针孔,降低不良率并减少焊接时间提高生产效率。在超声波焊接过程中不使用熔剂,不会出现有害气体,保证清新的工作环境,并且在焊接过程中不需用助焊剂,从而提高产品的寿命。3.半自动浸焊机半自动浸焊机,是近年来从锡炉和波峰焊之间衍生出来的一种新的线路板焊接生产设备。半自动浸焊机功能上类似波峰焊,具有喷雾、预热、焊接、冷却等功能;焊接方式上类似锡炉手工浸焊,所不同的是采用机械手来加紧线路板。7.2.3波峰焊波峰焊用于印制板装联已有20多年的历史,是一种传统的机械自动焊接方式,它是为适应通孔插装印制电路板的焊接而产生的,但在表面安装技术普遍应用的今天,它仍不失为一种主要的焊接手段。波峰焊现在已成为一种非常成熟的电子装联工艺技术,目前主要用于通孔插装组件和采用混合组装方式的表面组件的焊接。之所以称为波峰焊,是因为在工作过程中,是将熔融的焊料,经电动泵或电磁泵喷流成理想的焊料波峰,使预先装有电子元器件的印制板通过液态的焊料波峰,实现元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。一、波峰焊工艺技术介绍波峰焊的一般工艺过程如图所示。二、波峰焊技术波峰焊有单波峰焊和双波峰焊之分。1.单波峰焊单波峰焊指的是待焊接的印制电路板在焊接时的焊料波只有一个峰,或叫一次峰,单波峰焊的示意图如图所示。2.双波峰焊在SMT安装形式焊接中常采用双波峰焊,双波峰焊示意图如图所示。三、波峰焊的工艺参数及要求描述波峰焊工艺参数主要有时间分配、温度控制与波峰高度等。时间分配波峰焊接的时间分配应受具体的产品焊接要求约束,因对象不同而异,不能设置统一标准。一般可以分为预热时间、润湿时间、焊接时间、冷却时间等几个时间段,但各个时间段又没有明显的界限划分,可以有交叉。2.温度控制焊接温度是焊接时最重要的技术参数,一般指的是焊锡炉的温度,通常高于焊料熔点的50~60℃,如果采用的是63Sn/37Pb共晶焊锡的话,那么温度需要设定在240±10℃左右。如焊接温度偏低,液体焊料的粘性大,不能很好地在金属表面浸润和扩散,就容易产生拉尖和桥接、焊点表面粗糙等缺陷;如焊接温度过高,容易损坏元器件,还会由于焊剂被碳化失去活性、焊点氧化速度加快,产生焊点发乌、不饱满等问题。测量波峰表面温度,一般应该在250±5℃的范围之内。3.波峰高度波峰焊接技术中,波峰高度是指在焊接过程中印制电路板的压锡深度,通常控制在印制电路板厚度1/3~1/2为准。如若压锡深度过大,会导致熔化的焊料流到印制电路板表面而形成桥接,过小的话又不能保证充足的焊料焊接。波峰的高度会因焊接工作时间的推移而有一些变化,应在焊接过程中进行适当的修正,以保证在理想高度进行焊接。四、波峰焊机波峰焊机一般按波峰形式分类,可以分为单峰、双峰、三峰和复合峰四种波峰焊机。1.单波峰焊机旧式的单波峰焊机在焊接时容易造成焊料堆积、焊点短路等现象,修补焊点的工作量较大,并且由于技术上的原因,使其不能很好地焊接SMT电路板。2.双波峰焊机双波峰焊机是随着SMT发展而发展起来的改进型波峰焊设备,特别适合焊接那些THT+SMT混合元器件的电路板。使用这种设备焊接印制电路板时,THT元器件要采用“短脚插焊”工艺。电路板的焊接面要经过两个熔融的铅锡焊料形成的波峰,焊料熔液的温度、波峰的高度和形状、电路板通过波峰的时间和速度这些工艺参数,都可以通过计算机伺服控制系统进行调整。7.2.4回流焊随着现代电子技术中微型化电子产品的出现,特别是表面安装(SMT)技术的飞速发展,PCB安装方式由传统的通孔安装(THT)方式迅速向SMT方式转变,回流焊接技术也正在迅速发展成为现代电子设备自动化焊接的主流技术之一。回流焊也叫再流焊(ReflowSoldring),主要应用于各类表面组装元器件的焊接。回流焊是通过加热将覆有焊膏区域内的球形粉粒状钎料熔化、聚集,并利用表面吸附作用和毛细作用将其填充到焊缝中而实现冶金连接的工艺过程。随着SMT的迅猛发展,回流焊接技术正逐渐取代THT时代的波峰焊接技术,进而成为高档电子产品板级组装互连中的关键性技术。一、SMT特点及种类SMT是表面组装技术(表面贴装技术,SurfaceMountedTechnology的缩写),是一门包括电子元器件、装配设备、焊接方法和装配辅助材料等内容的系统性综合技术。SMT起源于美国,最初主要应用在军事、航空、航天等尖端科技产品中。进入20世纪80年代,由于微电子产品的需要,该技术得到迅猛发展,被广泛应用于消费类电子产品中,成为国际上最热门的新一代电子组装技术,被誉为电子组装技术的一次革命。1.SMT的特点表面安装元器件也称作贴片式元器件或片状元器件,它有两个显著的特点:(1)与传统的THT相比,SMT具有组装密度高、电子产品体积小、重量轻等主要特点。(2)SMT元器件直接贴装在印制电路板的表面,将电极焊接在与元器件同一面的焊盘上。这样,印制板上的通孔只起到电路连通导线的作用,孔的直径仅由制作印制电路板时金属化孔的工艺水平决定,通孔的周围没有焊盘,使印制电路板的布线密度大大提高。2.SMT元器件种类SMT元器件就是表面贴装技术所用元器件,其包括表面贴装元件(SurfaceMountedComponent,SMC)与表面贴装器件(SurfaceMountedDevice,SMD)。从结构形状说,包括薄片矩形、圆柱形、扁平异形等。表面安装元器件同传统元器件一样,也可以从功能上分类为无源元件(SMC,SurfaceMountingComponent)、有源器件(SMD,SurfaceMountingDevice)和机电元件三大类。其中,SMC主要包括矩形贴片元件、圆柱形贴片元件、复合贴片元件、异形贴片元件等。SMD主要包括贴片半导体器件(晶体管、集成电路等)。3.SMT元器件表面贴装工艺的要求SMT元器件用于表面贴装工艺时,要求如下:(1)元器件必须具有可焊性。(2)元器件引脚的焊料涂层厚度应大于8um,涂层焊料中锡的成分应为60%~63%。(3)元器件必须能在215℃下承受至少10个焊接周期的加热。一般每次焊接应耐受的条件是汽相回流焊时为215℃,时长至少为60s;红外回流焊时为230℃,时长至少为20s;波峰焊接时为260℃,时长至少为10s。4.SMT电路板SMT对印制电路板的要求要比THT的高,布线的细密度是其主要的技术要求。随着元器件的日益微型化,电极间距越来越小,要求在2.54mm的间距内能通过3条印制导线,其导线宽度从0.23mm缩小至0.18mm左右,最新的发展方向为0.05mm。并且在高安装密度的要求下,印制电路板的层数越来越多,现在已经发展为68层。5.SMT所用焊料SMT所用焊料和THT所用焊料有着很大的不同,焊膏(SolderPaster)是SMT生产中最重要的焊料。其主要作用,一是在贴装元器件时,作为黏结材料使元器件在印制电路板上定位;二是在再流焊时,作为焊料形成焊点,实现电气连接与机械连接。焊膏的主要成分是焊粉。目前绝大数的电子产品均使用铅锡合金的焊膏焊接,含Sn量63%、含Pb量37%的共晶焊锡尤为常用。二、SMT装配工艺采用SMT的安装方法和工艺过程完全不同于通孔插装式元器件的安装方法和工艺过程。目前,在应用SMT技术的电子产品中,有一些是全部都采用了SMT元器件的电路,但还可见到所谓的“混装工艺”,即在同一块印制电路板上,既有插装的传统THT元器件,又有表面安装的SMT元器件。这样,电路的安装结构就有很多种。常见的三种SMT安装结构及装配焊接工艺流程如下。1.第一种装配结构:全部采用表面安装全部采用表面安装就是印制板上没有通孔插装元器件,各种SMD和SMC被贴装在电路板的一面或两侧,如图所示。2.第二种装配结构:双面混合安装双面混合安装就是在印制电路板的A面(也称“元件面”)上,既有通孔插装元器件,又有各种SMT元器件;在印制板的B面(也称“焊接面”)上,只装配体积较小的SMD晶体管和SMC元件。双面混合安装如图所示。3.第三种装配结构:两面分别安装两面分别安装就是在印制板的A面上只安装通孔插装元器件,而小型的SMT元器件贴装在印制板的B面上。两面分别安装如图所示。三、回流焊工艺回流焊是一种适合自动化生产的电子成品装配技术,它的一般工艺流程如图所示。回流焊的主要工艺如下。1.准备工作准备工作主要是印制板的准备与焊料施放的准备,其中将焊料施放在焊接部位的主要方法有焊膏法、预敷焊料法和预形成焊料法。①焊膏法:焊膏法是将焊锡膏涂敷到PCB板焊盘图形上,其焊膏涂敷方式有两种:注射滴涂法和印刷涂敷法。注射滴涂法主要应用在新产品的研制或小批量产品的生产中,可以手工操作,速度慢、精度低但灵活性高。印刷涂敷法又分直接印刷法(也叫模板漏印法或漏板印刷法)和非接触印刷法(也叫丝网印刷法)两种类型,直接印刷法是目前高档设备广泛应用的方法。激光不锈钢模板(SMT印刷焊膏用)示意图如图所示。②预敷焊料法:预敷焊料法是采用电镀法和熔融法,把焊料预
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 朵芮亚
朵芮亚
本文标题:现代电子工艺技术7
链接地址:https://www.777doc.com/doc-73176 .html