您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 塑料成型工艺及模具设计考试试题-
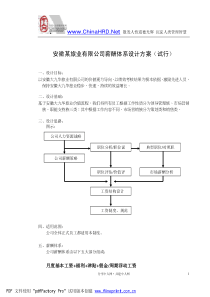
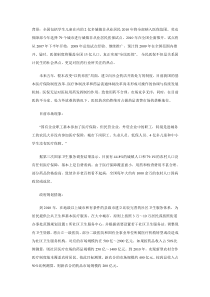
徐州工程学院塑料成型工艺及模具设计考试题目及答案一、填空(本题共10小题,每空1分,共20分)1.顶出推板与凸模(型芯)在安装时应采用锥面配合,其目的是辅助定位,防止偏心溢料。2.螺杆式注塑机与柱塞式相比,其优点在于__螺杆式注塑机剪切塑化能力强,塑化量大_。3.调湿处理是针对吸湿性塑料而言,具体方法是将制品放在热水中处理。4.压制成形与压铸成形均可用于热固性塑料,二者在模具结构上的主要差别在于压铸模具有浇注系统,而压制成型没有。5.ABS属于高强度塑料,在注塑成型前需要预先干燥,而且成型时的流动性也稍差。6.在斜抽芯机构中锁紧楔的楔角一般比斜导柱的倾斜角大。主要是为了模具开模时防止造成干涉。7.塑件允许的最小壁厚与塑料品种和塑件尺寸有关。8.塑料模的基本结构都由动模和定模两大部分组成。9.型腔气体的排除,除了利用顶出元件的配合间隙外,主要靠分型面,排气槽也都设在分型面上。10.塑件尺寸精度的影响因素有很多,在计算时需考虑的主要有:成型零部件的制造误差、成型零部件的磨损和塑料的成型收缩。11.当分流道设计的比较长时,其末端应留有冷料穴,以防前锋冷料阻塞浇口或进入模腔,造成充模不足或影响制品的熔接强度。12.适用于要求自动切除浇口凝料的注塑模浇口方式是潜伏式浇口。二、判断正误(本题共10小题,每题1分,共10分)1.厚壁塑件不容易产生表面凹陷和内部缩孔。(×)2.当模具采用脱件板脱模机构时,可以采用Z形拉料杆与冷料井匹配。(×)3.冷却系统的通道要尽量避开塑件的熔接痕部位,以免影响塑件的强度。(√)4.斜导柱侧抽芯机构中的滑块导滑长度有一定的要求,完成抽拔后,滑块留在导滑槽中的长度不应小于滑块长度的3/2。(×)5.潜伏式浇口是点浇口的演变形式,因此其模具也应设计成三板式结构。(×)6.细长型芯应避免偏心进料,否则会造成塑件的壁厚不均,脱模困难。(√)7.注塑时最后充满的往往是离浇口最远的部位。(×)8.塑件上的文字最好做成凹字,这样模具上相应型腔的加工就方便些。(√)9.从有利于排气的角度考虑,分型面应尽量设在流动方向上的末端。(√)10.无拉料杆的冷料井一般用在顶杆顶料的场合,其分流道应该设计成S形。(√)三、改错(本题共2小题,每题6分,共12分)1.请指出下面塑件结构设计错误的原因,并改正之。答:(a):壁厚不均匀,改正如下。(b):1)壁厚不均匀(a)(b)图2修改后的分型面位置2)不能采用塑件的整个底平面作支撑面。2.请分析正确分型面的选择位置及原因。答:按原图示,大齿和小齿分别在定模和动模,难以保证二者良好的同轴度,修改后,两齿轮型腔都位于动模,可保证良好同轴度。四、读图题,写出下列图1和图2中零部件名称,与序号对应。(本题共2小题36个序号,每序号分,共18分)1.图1各零部件名称如下:1—动模板2—定模板3—冷却水道4—定模座板5—定位圈6—浇口套7—凸模型芯8—导柱9—导套10—动模座板11—支撑板12—挡钉13—推板14—推出固定板15—拉料杆16—推板导柱17—推板导套18—顶杆19—复位杆20—支撑垫块21—注塑机顶杆2.图2各零部件名称如下:1—动模座板2—支撑板3—动模板图14—推件板5—限位导柱6—限位销7—弹簧8—定距拉杆9—凸模型芯10—浇口套11—定模座板12—定模板13—导柱14—顶杆15—推出固定板16—推板五、简答题(本题共4小题,每题5分,共20分)1.简述注塑成型的简单过程?答:注塑成型的简单过程为:将粒状或粉状塑料经注塑机的料斗加入加热的料筒内,塑料受热熔融,在注塑机的螺杆或活塞的压力推动下,经喷嘴进入模具型腔,塑料充满型腔,经冷却硬化定型,脱模后而得到具有一定形状的塑件。2.凹模型腔的结构形式采用镶拼组合式有什么优点?答:(1)简化凹模型腔加工,将复杂的凹模内形加工变成镶件的外形加工,降低了凹模整体的加工难度。(2)镶件可用高碳钢或高碳合金钢淬火。淬火后变形较小,可用专用磨床研磨复杂形状和曲面。凹模中使用镶件的局部型腔有较高精度,经久的耐磨性并可置换。(3)可节约优质塑料模具钢,尤其是大型模具。(4)有利于排气系统和冷却系统的通道的设计和加工。3.有一台注塑机为单一注射缸,其注射缸的直径为160毫米,螺杆直径为50毫米,液压系统最高工作压力为7兆帕,试计算后分析,该注塑机的注射压力能否正常地用于PC的注塑。答:根据注射压力的计算公式:a71.68750160220220MPpDDP===注××因为PC的正常注塑压力为70~100MPa,所以该台注塑机不能满足PC的注塑。4.请说明侧抽芯机构复位时产生“干涉”现象的原因及解决方法。答:侧抽芯机构复位时产生“干涉”是指斜导柱安装在定模部分,滑块安装在动模部分时滑块复位优先于顶杆复位。原因:滑块和顶杆垂直于开模方向的投影有所重合。其不“干涉”临界条件为:αctgShcc=当α≥ctgshcc不产生干涉。解决方法:1)尽量避免把顶杆布置在侧抽芯投影范围内。2)采取措施使顶杆复位优先于滑块复位,如弹簧式、楔形滑块式和摆杆式。六、分析计算题(本题共2小题,每题10分,共20分)1.如图所示塑件,为聚丙烯塑料,采用一模一腔。请合理选择分型面,浇口位置及浇口形式,脱模方式。说明选择理由并画出结构草图。解:因为塑件为一模一腔,所以可以采用中心浇口,但浇口痕迹大,且造成定模板较厚。因此可采用图示侧浇口或潜伏式浇口。分型面如图示,位于制件断面轮廓最大处,便于取出制件。因为塑件为空腔薄壁件,且底部每侧有2mm,故可考虑顶管或推板顶出。若采用推板顶出,模具结构较复杂,塑件在推板顶出时滞留在推板型腔内,需要二次顶出。因此,可考虑采用顶管顶出。2.如图示塑件,平均收缩率为%,试计算确定相应模具的型芯直径,型腔内径,型腔深度,型芯高度和两小孔中心距。(制造公差按IT9级选取)IT9标准公差值表(毫米)基本尺寸10-1818-3030-50标准公差mmlSlzSM062.0052.0δ178.306.04330%)1.11(Δ43)1(=×+×+=++=解:1)型腔的径向尺寸和深度尺寸:2)型芯的径向和高度尺寸:6.030φ+,2.02.08.1516+=6.030:2.08.15:mmhShzSM043.0043.0δ11.1620.0328.15%)1.11(Δ32)1(=×+×+=++=3)中心距尺寸:09.016:mmCSCzsM022.018.162043.016%)1.11(2δ)1(±=±×+=±+=
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码








 xodarap
xodarap
本文标题:塑料成型工艺及模具设计考试试题-
链接地址:https://www.777doc.com/doc-7455497 .html