您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 纺织服装 > 第三节-针织服装的制板讲解
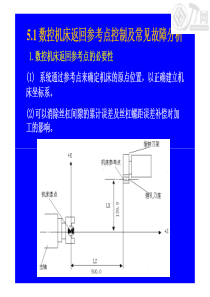
文库专用1第三节针织服装的制板一.制板方法分类二、制板的主要依据(一)成品规格(二)坯布缝制工艺回缩(三)缝制工艺损耗(四)其它因素三、针织服装的制板(一)样板设计的一般程序(二)、设计举例文库专用2一.制板方法分类1、净样法以服装的规格尺寸为依据,运用服装结构原理,完成各衣片的结构图,然后根据不同部位缝制工艺的要求加放缝边,获得工业样板的方法。2、毛样法在制板时,除使用规格尺寸外,预加了各部位要求的缝份量,所得到的结构图已包括了缝份量在内的一种制板方法。3、负样法一般样板是用作裁制衣片的,它代表的是衣片的形状规格,负样法正好相反,它代表的不是衣片,而是形成衣片需要裁掉的裁耗。目的是为了减少样板数量而采用的一种方法,通常用于针织内衣的制板。文库专用3各种针织坯布自然回缩率参考值文库专用4二、制板的主要依据(一)成品规格(二)坯布缝制工艺回缩1、定义:针织衣片从裁片到成品的缝制加工过程中,长度和宽度方向会产生一定的回缩量,称为缝制工艺回缩(也称坯布的自然回缩)。2、计算公式:部位规格尺寸÷(1-回缩率%)。自然回缩率的计算方法为:坯布自然回缩率=×100%文库专用5也可通过试制样衣的办法实际测定,计算方法同上。应用时,一般在尺寸较大的部位考虑,如衣长、胸围、袖长、袖窿深(挂肩)、袖口大、臀围、裤长、上裆、裤口大等部位。产生缝制工艺回缩的主要原因①坯布结构②在织造、印染加工过程中,受到各种加工外力的牵拉,以纵向为主蕴藏了一定的变形能力。与针织坯布的组织结构、密度、纱支、原料、染整加工的工艺、后整理方式净坯存放的形式与时间、车间的温湿度、印花面积的大小、以及印花与裁剪的次序、缝制工艺流程的长短等因素有关。文库专用6(三)缝制工艺损耗缝制工艺损耗是缝制时产生的损耗,是做缝和切边两部分之和。针织服装在缝制时机种不同,缝制部位不同,缝耗也不同,主要机种缝耗的一般规定如下:(1)包缝缝边(单层)0.75cm(2)包缝合缝(双层)0.75~1cm(3)包缝合缝(转弯部位)1.5cm(4)包缝底边(挽边)挽边宽+0.5cm(5)平缝机折边(棉毛、汗布)0.75cm(6)平缝机折边(绒布)1cm文库专用7(7)背心三圈折边1~1.25cm(8)平缝机领脚折边或口袋折边0.75~1cm(9)宽紧带折边(阔1.5cm,折边1cm)2.5cm(10)双针、三针拼缝或底边0.5cm(11)滚边(滚实)扣0.25cm(12)厚绒厚度(折边时)0.125cm文库专用8(四)其它因素1.款式要求:如边口处理情况。2.面料的下垂性:在制作规格较长的产品时,对于下垂性明显的面料,制作样板时,样板横向应适当放宽1~1.5cm,纵向长度尺寸缩短1~1.5cm,以使成品尺寸与规格相符。3.横向扩张性:有两层含义:其一,对于斜纹,横向部位,如男背心的挂肩、肩宽、下摆部位,由于缝制中拉伸因素的影响,为使成品后保持平整或宽度不变,在制作样板时横向部位应适当减去0.25~0.75cm;其二,用于领口、袖口、裤口或下摆的罗纹,考虑到横向拉伸扩张会来带来长度方向的缩短,因而在罗纹的长度方向往往要加上0.75~1.25cm。文库专用9三、针织服装的制板净样法制板:各部位的制图尺寸=部位规格尺寸÷(1-回缩率%)+其它因素然后再根据各部位折边情况、缝制工艺加放缝边,即缝制工艺损耗。是针织外衣常用的制板方法。毛样法制板:各部位的制图尺寸=(部位规格+缝耗)÷(1-回缩率%)+其它因素。为针织内衣常用的制板方法。文库专用10(一)样板设计的一般程序1.画款式效果图。2.确定规格,列出各部位规格尺寸表。3.确定缝制方法,选择缝纫设备。根据布料性质、款式要求,确定各部位的缝制方法、缝纫设备、缝制工艺损耗。4.按照制板的尺寸依据,并考虑其它各种影响因素,画出结构图、样板草图。5.制作样板。6.小批量试制,核对规格是否符合设计要求:并对生产过程实施检查,以确认是设计原因,还是操作原因。文库专用11具样检查:①净坏轧光门幅是否符合规格。②坏布轧光后行放时间是否在24h以上。③裁剪操作是否按规格操作,裁片与样板是否吻合。④缝制操作是否按缝纫损耗规定要求。⑤熨烫时有无拉伸。7.修改样板。对实施检查中不符合要求的样板做出修改,直至符合设计要求为止,并选择最佳排料方法,在排料中进一步修改样板的弯套部位,使成品在保证规格、质量的前提下尽可能减少裁耗,提高裁剪效率和面料利用率。8.缩放样板。按规格、码数分布缩放样板,制出整套样板。(二)、设计举例。见教材P102。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 cyberman
cyberman
本文标题:第三节-针织服装的制板讲解
链接地址:https://www.777doc.com/doc-7516358 .html