您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 交通运输 > 物流信息流动图(doc30)(1)
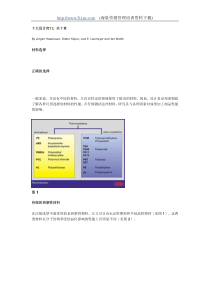
物流信息流动图21世纪,生产制造企业要确立优越性的关键在于[成本优越性×高速(提高周转率)×应变力(灵活性)],企业需要以排除浪费和彻底缩短周期过程时间为目标进行改善活动。对企业来说,[物料和信息流动图]是用来对重要的价值连锁进行可视化管理的一种非常有效的工具,同时它能从各种角使存在的问题表面化,寻找到持续性高水平的改善课题,建立一套属于自己的有效的体制的工具。许多企业能够清楚认识经营指标,却看不到生产方法的指标,使用[物料和信息流动图]就能帮助企业去可视化生产方法。「物料和信息流动图」的目的从[准时生产],[迅速对应顾客的需要·缩短生产周期时间][降低成本·提高库存周转率]等各种经营视点来重新连贯地审视工厂整体,物流·以及与供货商的联系。即,画出[物料和信息流动图],通过整理就能发现物料,信息等在我们意想不到的地方发生了停顿(积累,堆积)。也就能使存在的浪费表面化。这些问题点,和以前的部分合理化不同,是为了达到全局合理化的一种思维方式。通过改善这些物料,信息的停顿,能够缩短过程周期时间,从而消减库存。最终使企业能够达到持续盈利降低成本的良好状态。另外,通过缩短过程周期时间,只在必要的时候生产,搬运必要数量的产品,以及作为生产制造企业必须具备的应变力(灵活性)都能够得到显著提高。另外,通过灵活利用[物料和信息流动图],改善周期化(反复步骤),从而扩大并提高改善·革新。图1.改善和革新活动的螺旋式提高工程の改善ラインの改善他部門との整合性サプライヤーとの整合性営業情報と生産の整合性つくりと運びの整合性生産拠点の再構築营业信息与生产的整合性生产与运输的整合性工序的改善生产线的改善重新构筑生产据点与供应商的整合性与其他部门的整合性而且,在[物料和信息流动图]中使用的符号都非常简洁明确。从经营者到现场的管理人员能共通的理解使用,针对应有的状态,改善措施等进行商讨,成为重要的交流工具。1.1意图从[物料流动]和[信息流动]两方面看工厂的内部,同时把握数家企业·顾客的现状,从[为何会发生停滞]这个角度去发现浪费和组织机制的问题点并使其表象化,从而结合到改善问题上去,就是我们的意图。物料是不会自己随意运动的,肯定是根据信息的传递或人的意愿来流动。信息的提供方法和物料的流动方法具有非常重要的作用,在这里如果不好好下功夫,就会产生浪费。[物料的流动]改变附加价值从而盈利。移动积存的物料,使企业时常处于一种紧张状态。铉绷紧了,马上就会出现问题点,生产现场会出现窘境,于是就会集中智慧解决问题,接着又重新开始紧张状态。永远这样重复,就能不断的培养人才,使企业得到发展。1.3注意点a对象工序·工厂的管理人员必须亲自依据[现地][现物]制作此图。b刚开始的时候,明确最终顾客所需要的产品的价值到底是什么具有非常重要的意义(后工序的要求是什么,包装种类,数量,搬运频度,时间等)c在进行个别改善之前,必须画出[物料和信息的流动图]。d生产现场的管理人员,不仅是自己的责任范围(纵向分割部门),必须全体连贯起来看,怎么样的一种状态才是应有的状态。仅一个人胜出,对企业来说不一定是好事情。2.1流动图的制作范围供货商自有工厂或公司物流仓库顾客首先,要画出工厂(自工序)对顾客(后工序)的出货和交纳零件,原材料(前工序)在内的[物料和信息的流动图]。要明确信息是如何传入,接受信息后又是如何进行生产的。然后、扩大到从原材料到最终用户的完全[物料和信息流动图](整体图)。比较整体的过程周期时间和真正的附加价值时间。整体图,应该明确问题·课题,展开为临机应变的详细图。此外,从产品企划开始到销售的设计的流动也相同的制作出流动图,找出问题实行改善。第2章1制作要领接受定货・采购・生产・交货为止的全体流动接受定货・生产・交货为止的流动工厂内(工序间)的流动2.2基本的制作规则(1)选择交货对象(顾客)存在有很多交货交换对象的,各自都用不同的方法得到信息的情况下,就按照各个交货对象分别进行信息分析。从中选出具有代表性的1家。随着制作精度的提高可以增加对象。另外,也需要详细的分析内部提示,确定的信息·交货的时机等。(2)选择产品。多品种的话,就将产品小组化。分析产品的ABC,首先从主要产品或产品组开始进行分析。如果有特别想要了解的产品的话,也可以以该产品为基准。所谓的产品组,就是具有相似的生产过程,使用共通的的设备制造出来的产品群。根据情况,(1)(2)哪一个优先都可以。(3)制作时候的规则a.把纸张分为上中下三段,上段为信息的流动,中段是物料的流动,时间的流动画在下段。b.把代表顾客的记号画在map的右上端或者右侧。写上交货指令。c.从出货场开始转向第一道工序。d.物料的流动在中段从左向右按照前工序到后工序的顺序来画。没有必要完全按照布局来画。主要的工序流动画在中央用粗线条。子工序画在主工序的上下2端。e.1个工序代表只有标准存量。如果有在制品停顿,集中搬运的情况的话,就要另外作为一个独立的工序画出来(如果是要画对生产现场改善提供帮助的map的话,还要添加画上加工步骤,装置,都用工序记号表示出来)f.信息的流动在图纸上段从右边向左边画。g.标准作业的时间必须是实地测定出来的数字。自己亲自进入现场,用秒表进行测定。h.因为很多信息都经过电脑的加工处理,所以打印输入和输出的内容并进行确认。有必要听取熟悉电脑系统的人员的意见。i.供应商画在map的左上方或者左侧。不需要把所有的采购物料画在map上。只要画出主要的原材料·主要的外部订货内容。特别要画出采购过程周期长的零件和使用量多的零件。j.调查项目尽可能画在图纸中。k.map的最下段画上时间线。在这根时间线的下层写上附加价值时间1,上层写上周期过程时间2。用在制品库存的数量除以每天顾客所需要的必要数,得出用时间表示的库存,并把这个数字写入图纸。(4)要强调的表示出必须要进行改善的内容。会社出荷場工程工程工程日分日分回日生産管理課部品会社受入場サブ工程ヶ月内示日前確定情報日次の出荷指示便月次注文ヶ月間週次計画工程 日分水曜日日分日分1日の必要量=収容数=直数直メイン製品N9:0013:00MRP2人人人人=2秒段取り時間=50分直数=直 可動率1週間分のバッチ処理 直=1=180秒段取り時間=分=1秒段取り時間=分=1秒段取り時間=分5日日日日日秒秒秒秒日秒人N-313:00手待ち順番待ち+工程内時間リードタイム1ヶ加工時間サイクルタイム12:00頃N-18:00週間計画日単位変更情報所要時間3時間所要時間時間毎月25日毎月日8:00SNP=2SNP=10SNP=10SNP=100 部品点数50秒秒秒秒图2.MAP布局1实际上赋予1个产品附加价值的作业要素时间。2从着手开始到完成1个产品所需要的时间。也可以考虑为测试给一个零件从打印开始到最后实际运转之间所需要的时间。2.3使用的记号和注意点企业统一的使用这些记号并标准化。文字表示记号内容①物料流动的实线画在生产线作业人员以外(搬运,生产线外)的人员搬运物料的地方。写上搬运方法,频度,时间画在生产线作业人员搬运物料的地方。推动式的物料流动,计划生产(领取从商店领取物料(拉式))②信息流动的点线连接从信息源开始到使用这个信息的地方为止的线,并且附记上频度,信息的种类电子信息的流动③信息的种类・指示书、计划书联络票・其他用于对领取或者在制品发出的指示信息(目录)明确记录时间(频度·时间)用于对领取或在制品发出的除了以上信息之外的信息(传送CRT显示等)电子看板的话,把记号写在框内。把信息的种类附记到信息流动箭头的上方明确标记时机(频率·时间)如果是箱子或者纸板箱的时候,在制品的信息标记在方框内。使用铁路通行证限制总量(在制品的许可证)④工序・设备表示生产线·设备⑤集货・出货・搬入地在记号方框内填入种类·集货出货的时机·接受定货班次的时刻表工程名情報名⑥商店表示成品的放置场所(半成品・零件)记号的开口朝向向着前工序方标明型号・最大库存量・容纳数量后补充的体制先入先出分种类能够管理数量(数量・容量数)标记商店内的种类⑦临时放置ab不同于商店,按照在制品的生产顺序排列的场所标明型号・最大库存量・容纳数量显示上述以外的物料存放场所。标明型号・最大库存量・容纳数量⑧交货方以及供货方在记号内标明交货(供货)方的名字在记号外面写上,交货的周期·频率·出货的时刻⑨中转在记号内标明中转方的名字⑩电脑(终端)用于信息加工·指示的电脑⑪时间线附加价值时间(下段A)工序:1个零部件(产品)的加工·组装周期时间(上段B、C)B:停顿时间、搬运时间C:工序内时间(换产时间、顺序等候、加工时间、搬运等候时间)过程周期时间A附加价值时间数BC例)容量单位看板单位分别将这些时间的总和时间写入右上方⑫作业人员标明在工序内有几个作业人员在工作2.4调查项目和画法表示画map的时候调查项目和必要的数据的画法。在に内表示具体的调查方法。(1)来自顾客的信息和交货方法记号调查项目绘制方法顾客顾客名班数必要数量(日・月量)交货周期(频率・延迟系数)包装外形·容量数型号成品的搬运的规则流动频率・出货时间数量信息的到生产指令为止的流动中转·加工部门信息发生改变时的信息来源加工的处理时间停顿时间信息的种类发出信息的时机(时间·频率)ABC企業1-8-32班有关数量方面,调查每次订货(交货指示)的量。内部信息和确定信息的差、每次订货的量的偏差(不均衡)的信息也需要把握。①5:50②8:00③10:00④12:55⑤15:30⑥17:45⑦20:35⑧22:35:8次/日调查各班次的型号和数量的偏差(希望能够达到平均)ABC企业客物流仓库生产管理部看板信息8回/日月度生产计划日次生产指示信息3ヶ月内示出货场内存20時/日8時/日25日/月28日/月1-8-3(2)工序和库存サイクルタイム=段取り時間/回=ロットサイズ=収容数=记号调查项目绘制方法工序工序名·设备名周期时间MCT换产次数/班换产时间/次开工率*设备完好率容量数*班数*操作人数批量大小批次大小标准存量在制品库存的管理方法库存数量・最大库存量(时间・1天的量)型号容量物料的流动方法(推进・流动信息・指示)分支·汇合(在什么样的信息处产生分支)工序名7人为了整理数据,使用数据盒比较好○時間分最大5個3日分2日分3日分带*项目、前工序发生变化的时候必须明确记载的项目。是造成容易停顿的原因。(3)在制方法(计划)记号调查项目绘制方法在制的生産計画指示書信息変更指示时机定时信息加工均衡化方法汇总在制顺序日次计划日此计划8:00に1日分日次计划班长确认后工序的在制顺序和库存,然后每天一早决定在制顺序(4)搬运方法(计划)记号调查项目绘制方法搬运指示计划・指示书种类口头搬运时机定量定时1天4次左右日次计划只在发生紧急情况的时候由管理人员口头指示日次计划(5)给供应商的信息和运输方法记号调查项目绘制方法供应商供应商名班数量(天・月量)入货周期(频率・延迟系数)包装外形・容量型号零件・物搬运规则料的流动(定时不定量・不定时定量)入货方式频率・出货时间・量信息的流信息的种类信息的(确定・内定)流动(看板・计划书・指示书)发出信息的时机(日期・时间)DEF企业1-1-12班8:00定时不定量1次/日DEF企业生产管理部零件月次计划所需量3个月的内定27日/月28日/月订货单型号=容量=月次量=使用各种记号绘制现状的[物料和信息的流动图]开始改善活动。首先,第一步调查自己负责的工序以及前后的工序。学会了绘制方法以后,一定要及时的描绘出工厂或公司整体水平的物料和信息的流动MAP。因为,必须根据大的绘制图(整体合理化)来进行改善,而不仅是个体流程。绘制出包括向顾客出货和从供应商处收货内容的MAP,并且有必要及早的绘制出到最终用户为止的MAP。流程的改善原则是从顾客所在的下游开始向上游进发。另外,改善是持续的阶段性的开展的。为此,用以下的步骤作为1个循环来扩大改善的范围,提高改善的水平非常重要。3.1<STEP1>绘制现状(1)根据「现场」「现物」正确的捕捉事实,视觉化地描绘出来(2)绘制MAP所需要
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 cwd72
cwd72
本文标题:物流信息流动图(doc30)(1)
链接地址:https://www.777doc.com/doc-756901 .html