您好,欢迎访问三七文档
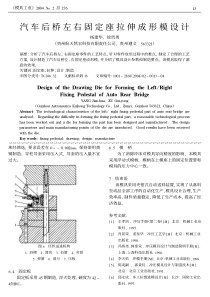
公司地址:深圳德信诚培训中心邮政编码:518112:sz@55top.comTEL:0755-2826936328268964FAX:0755-61640107PATTERNPLATING目录I.课程目标II.定义III.内容IV.应用I.课程目标1.完成学员对PatternPlating工序从最初接触到加深认识的过程;2.侧重理论方面使学员对PatternPlating工序有一个理性认识;3.使学员了解PatternPlating工序在实际中的发展和应用;4.初步掌握PatternPlating工序的异常情况的处理方法.II.PatternPlating(图形电镀)的定义:--------在PCB(PrintedCircuitBoard)的制作过程中,将合格的,已完成干菲林图形转移工序的板料,用酸铜电镀的方法使线路铜和孔壁铜加厚到可以满足客户要求的和度,并且以镀锡层来作为下工序蚀刻的保护层.PatternPlating工序生产线流程(其中水洗没有标出)上板图形清洗微蚀预浸酸铜电镀褪蚀下板烘干电镀锡预浸III、内容:公司运作程序(COP)3.1.1图形清洗3.1.1.1酸性药水:LP--200和H2SO4的混合液3.1.1.2目的:去除1.手指印2.氧化物3.干膜碎4.油污3.1.1.3作用:1.使电镀层结合紧密2.避免带入污染走进后面的缸体.3.1.2微蚀(粗化)3.1.2.1药水类型:1.过硫酸钠2.硫酸3.1.2.2目的:1.清除露铜面的氧化物2.粗化露铜面.3.1.2.3作用:使上下两层铜面结合紧密,避免甩铜.3.1.3硫酸预浸3.1.3.1药水:硫酸3.1.3.2目的及作用:1.去除露铜面上残存的微量氧化物;2.避免板上的露铜面氧化;3.使制板在硫酸溶液中预先浸润,为下一步酸铜电镀作好准备.3.1.4酸铜电镀3.1.4.1电镀铜机理3.1.4.2目的及作用:加厚铜层,使之达到客户的要求3.1.4.3物料:1.硫酸铜(CuSO4)2.硫酸(H2SO4)3.铜球4.铜光亮剂5.氯离子(Cl-)3.1.4.1电镀铜机理:电镀铜的溶液中主要是硫酸铜(CuSO4)和硫酸(H2SO4),在直流电压的作用下,在阴极和阳极上分别发生如下反应:阴极:铜离子被还原,正常情况下电流效率可达98%Cu2++2e=Cu有时溶液中会有一些Cu+,于是会有以下反应:Cu++e=Cu有很少情况下会发生不完全还原反应:Cu2++e=Cu+由于Cu2+的还原电位比H+的还原电位正的多,故一般不会有H2析出.阳极:阳极反应是溶液中Cu2+的来源:Cu-2e=Cu2+在极少的情况下,阳极也会发生如下的反应:Cu-e=Cu+溶液中的Cu+在足够量硫酸的情况下,可能会被空气中的氧气氧化成Cu2+:4Cu++0.5O2+4H+=4Cu2++2H2O当溶液中的酸度不足时,会水解形成,形成所谓的“铜粉”:2Cu++2H2O=2Cu(OH)2+2H+2Cu++2H2O=Cu2O+H2O注意:氧化亚铜的出现会使镀层粗糙或成海绵状,因而在电镀过程中要尽量避免一价铜的出现.3.1.4.3.1硫酸铜(CuSO4)--硫酸铜是镀液中的主盐,它在水溶液中电离出铜离子,铜离子在阴极上获得电子沉积成铜镀层,硫酸铜的浓度一般控制在60~100克/升,提高硫酸铜的浓度可以提高允许的电流密度,避免高电流区烧焦;但是,硫酸铜(CuSO4)浓度过高,会降低镀液的分散能力。3.1.4.3.2硫酸(H2SO4)硫酸的主要作用是增加溶液的导电性.硫酸的浓度对镀液的分散能力和镀层的机械性能均有影响:1.若硫酸的浓度太低,镀液的分散能力下降;2.若硫酸的浓度过高,虽然镀液的分散能力较好,但是,镀层的延展性会降低.3.1.4.3.3铜球阳极--磷铜阳极为什么要使用磷铜阳极?因为使用磷铜阳极时,1.阳极在镀液中溶解速度较慢(形成黑色的阳极膜),使其阳极电流效率接近阴极电流效率;2.可以避免大量的Cu+进入溶液,形成铜粉或Cu2O,而导致镀层粗糙,产生节瘤;3.避免生成大量的阳极泥所以,使用的铜球阳极必须为磷铜阳极。但是,磷铜中的含磷量要有一定值,若含磷量过高,会导致阳极膜过厚,阳极屏蔽性钝化,使溶液中的铜离子减少。3.1.4.3.4铜光亮剂1.任何硫酸盐镀铜液,如果没有添加剂,都不能镀出满意的镀层;2.添加剂所包含的整平剂能强烈地吸附在微观的凸起部位,从而对电沉积有抑制作用,达到电镀整平性;3.注意,只有在Cl-与添加剂的协同作用下,才能达到添加剂预期的作用效果,也才能够使镀层的内部应力减至最小。3.1.4.3.5氯离子(Cl-)1.作为阳极活化剂,帮助阳极正常溶解;2.若氯离子小于20克/升,会在镀层上产生条纹状粗糙现象;3.若氯离子含量过高,则在阳极上生成白色阳极膜,使阳极钝化,导致溶液中铜离子降低。3.1.4.3.6另外,在铜缸中,对其它重金属离子也要严格控制3.1.4.4辅助设施(机械部分)1.循环过滤;2.打气;3.摇摆;4.阳极蓝,袋.3.1.5磺酸预浸3.1.5.1药水:磺酸3.1.5.2目的及作用:使制板在磺酸溶液中预先浸润,为下一步电镀锡做好准备,同时避免带入水进去镀锡缸将其稀释。3.1.6电镀锡3.1.6.1电镀锡机理;3.1.6.2目的及作用:在镀铜层上加镀一薄层锡(约0.2~0.4mil),来作为下工序蚀刻时铜线路的保护层。3.1.6.3直接物料:1.磺酸锡;2.磺酸;3.锡球阳极(钛篮);4.锡光亮剂.注意:若用硫酸锡作为主盐,硫酸作为加强溶液的导电物质,则需要用锆篮作为阳极篮。3.1.7褪蚀3.1.7.1药水:硝酸3.1.7.2目的及作用:将电镀夹具上在镀铜和镀锡时镀上的铜粉和锡粉咬蚀掉,使夹具洁净,以便在下一轮电镀循环时和制板接触良好。3.2机械部分1.天车;2.电脑;3.冷水机;4.自动加药泵;5.打气;6.摇摆;7.循环过滤;8.振荡.自动加药泵:按“安时数”自动加药打气:(一般为0.3~0.8米3/分钟/分米2)1.搅拌2.吹走气泡3.提供足够的氧气(O2),使Cu+转化成Cu2+,可消除Cu+的干扰.3.2.6摇摆1.搅拌2.提高溶液的深镀能力(ThrowingPower)3.赶紧走气泡,避免断铜3.2.7循环过滤(过滤泵及滤蕊)1.净化溶液,除去杂质,减少手刺,铜丝等缺陷2.使溶液流动,起到搅拌的作用3.流量:溶液应每小时至少过滤一次3.2.8振荡1.碎裂并且排走气泡,避免断铜(特别是孔内),2.使镀层匀滑3.2.9电镀铜部分故障原因及其排除方法生产故障可能原因排除方法1.镀层烧焦1.铜含水量过低1.补充硫酸铜到规定量2.阴极电流过大2.稀释镀液,使酸含量到规定值3.液温太低3.适当地降低电流密度4.搅拌较差4.增加打气流量,摇摆应保持在15~20次/分钟5.光亮剂浓度越出控制范围5.做HullCell分析或者CVS分析,根据结果做出调整6.阳极过长或者过多6.阳极比阴极短7~8CM,并且最好使阳极面积:阴极面积=2:12.电镀层粗糙1.添加剂浓度越出控制范围1.做HullCell分析或者CVS分析,根据结果做出调整2.电镀液太脏2.连续过滤渡液或者做碳处理3.氯离子(Cl-)含量太低3.分析并且调整氯离子(Cl-)的含量4.电流过大4.降低电流密度5.有机物分解过多5.活性碳处理生产故障可能原因排除方法3.镀液分散能力差1.H2SO4含量低1.调高H2SO4的含量到规定值2.Cu2+含量过高2.释稀溶液使Cu2+含量降至规定值3.金属杂质影响3.小电流通电处理4.光量剂含量不当4.调整光亮剂量4.光亮有条纹1.光亮剂过多1.活性碳处理2.有机杂物(污染)多2.活性碳处理3.镀前清洗不当,清洗液污染3.分析洗液,必要时换缸5.镀层有麻点针孔1.搅拌不均匀1.加强或调整搅拌2.镀液有油污2.活性碳处理3.镀液太脏3.加强过滤生产故障可能原因排除方法6.阳极面积小1.阳极面积小1.调整阳极/阴极=2:12.阳极;黑膜太厚2.保养刷洗3.Cl-含量过高3.释稀调整7.镀层脆性大1.先亮剂含量过高1.活性碳处理,调整到适当值2.液温过低2.适当提高液温3.金属杂质及有机杂质过多3.电解处理,活性碳处理8.金属片孔内有空白点1.化学镀铜不完整1.严格化学镀铜工艺各步骤2.帖膜显影后产生余胶2.过滤溶液3.镀前基体不清洁,有油污3.严格操作规模生产故障可能原因排除方法9.镀层与基本结合力差1.镀前微蚀不良1.加强微蚀处理,调整或更换微蚀液2.帖膜显影后产生余胶2.加强显影工艺或调整显影液3.镀前基体不清洁,有油污3.加强板子清洁处理10.局部镀不上1.局部有残膜或其他污物1.加强显影和检查11.孔周围发暗1.由于光亮剂过亮或有杂质引起孔周围镀1.调整光剂含量(鱼眼镀层)层厚度不足,但孔中厚度可能适合2.搅拌不足或不正确2.调整空气搅拌
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 yaodi615
yaodi615
本文标题:图形电镀教材
链接地址:https://www.777doc.com/doc-7577798 .html