您好,欢迎访问三七文档
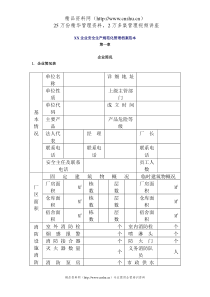
東莞0769五金塑膠製品廠文件名稱:產品防護程序文件編號:AM-2-15修訂版別:00生效日期:2003年10月08日頁數:第1頁;共9頁1目的採取防護措施,確保產品不被損壞。2範圍適用於產品形成各階段及交付過程的防護控制。3責任3.1貨倉部負責倉儲物料、產品以及交付過程的防護控制。3.2生產部負責生產過程中產品的防護控制。4定義4.1IQC-INCOMINGQUALITYCONTROL(來料品質控制)4.2OQC-OUTGOINGQUALITYCONTROL(出廠/部品質控制)5程序5.1物料及產品的倉儲管理5.1.1物料及產品的入庫5.1.1.1採購物料及產品進倉前由供應商填寫《送貨單》(FORMID:WA-1REV.00),倉管員點數驗收簽字,然後交IQC檢驗,倉管員根據檢驗結果將來料放置在相應的庫位,具體見《供應商來料收貨指引》(WA-3-1)。5.1.1.2製程產品進倉前由生產部門填寫《檢驗及測試報告》(FORMID:QA-10REV.00),交OQC檢驗,倉管員根據檢驗結果將製程產品放置在相應的庫位。5.1.2物料及產品的出庫5.1.2.1生產部門領用物料及半成品按照《物料申領發放指引》(WA-3-2)執行。5.1.2.2客戶產品出貨按照《產品出貨指引》(WA-3-3)執行。編制:審核:批准:職位:貨倉部主管職位:部門經理職位:管理者代表FORMID:AM-1REV.00東莞0769五金塑膠製品廠文件名稱:產品防護程序文件編號:AM-2-15修訂版別:00生效日期:2003年10月08日頁數:第2頁;共9頁5.1.3貨倉部負責將物料及產品的出入庫情況登記於《存貨記錄》(FORMID:WA-4REV.00),建立物料台帳,並使用《存貨記錄咭》(FORMID:WA-5REV.00)、《制造流程咭》(FORMID:AM-37REV.00)等對物料及產品進行標識,具體見《標識和可追溯性控制程序》(AM-2-13)。貨倉部應確保帳、物、卡一致。5.1.4貨倉部在儲存物料及產品時應充分考慮到其特性和品質要求,採取必要的防護措施,例如:限量、限高、區域存放等,防止過高、過量存放而導致物料及產品受損。單件單箱物料或產品儲量一般不超過30公斤,堆放高度一般不超出承載面3米。5.1.5貨倉部在搬運物料及產品過程中應使用適當的搬運工具,並操作得當,確保在搬運過程中物料及產品質量得到良好保護。對於鏟車司機等作業人員,應經過相應培訓並獲得有效資格証明方可上崗操作,具體見《資源管理程序》(AM-2-4)。5.1.6貨倉部應採取相應措施確保倉庫有一個適宜的環境,通風良好,溫度、濕度適當。並認真做好防雨、防水、防潮、防锈、防變質、防霉、防塵、防火、防盜、防鼠、防蟲、防台風等工作。5.1.7貨倉部須定期檢查倉庫環境及儲存物料和產品狀況,發現不符合情況及時處理,對於儲存中出現的不合格品,例如:氧化、過期的物料及產品等按照《不合格品控制程序》(AM-2-22)執行。5.2生産過程中的防護5.2.1生產部門在物料、半成品、成品的儲存過程中應採取適當措施,例如:限量、限高、區域存放等。確保其不混淆或受損壞。編制:審核:批准:職位:貨倉部主管職位:部門經理職位:管理者代表FORMID:AM-1REV.00東莞0769五金塑膠製品廠文件名稱:産品防護程序文件編號:AM-2-15修訂版別:00生效日期:2003年10月08日頁數:第3頁;共9頁5.2.2生產部門應使用適當的搬運工具,並操作得當,確保在搬動過程中物料、半成品、成品等得到良好的保護。5.2.3生產部門員工在製造過程中應做到輕拿輕放,嚴禁亂丟、摔等行為。5.2.4生產過程中因防護不當而造成的不合格品按照《不合格品控制程序》(AM-2-22)執行。5.2.5生產部門需不定期檢查生產過程中的防護情況,及時制止和處理不良行為,確保過程質量。5.3產品包裝5.3.1加工部負責編制有關產品包裝操作指引文件,使產品包裝規範,有據可依。5.3.2加工部包裝組按照規定要求包裝產品,確保數量正確及包裝質量。5.4貨倉部在交付過程中應採取措施,防止少數、損壞現象,具體見《產品出貨指引》(AM-3-3)。5.5本程序所涉及的記錄控制按《品質記錄控制程序》(AM-2-2)執行。6參考資料6.1《供應商來料收貨指引》WA-3-16.2《物料申領發放指引》AM-3-26.3《產品出貨指引》AM-3-36.4《標識和可追溯性控制程序》AM-2-136.5《資源管理程序》AM-2-46.6《不合格品控制程序》AM-2-226.7《品質記錄控制程序》AM-2-2編制:審核:批准:職位:貨倉部主管職位:部門經理職位:管理者代表FORMID:AM-1REV.00東莞0769五金塑膠製品廠文件名稱:產品防護程序文件編號:AM-2-15修訂版別:00生效日期:2003年10月08日頁數:第4頁;共9頁7附件7.1《送貨單》FORMID:WA-1REV.007.2《檢驗及測試報告》FORMID:QA-10REV.007.3《存貨記錄》FORMID:WA-4REV.007.4《存貨記錄咭》FORMID:WA-5REV.007.5《制造流程咭》FORMID:AM-37REV.00編制:審核:批准:職位:貨倉部主管職位:部門經理職位:管理者代表FORMID:AM-1REV.00東莞0769五金塑膠製品廠文件名稱:產品防護程序文件編號:AM-2-15修訂版別:00生效日期:2003年10月08日頁數:第5頁;共9頁附件7.1________________有限公司送貨單電話:傳真:日期:年月日致:東莞0769五金塑膠制品廠送貨單號:IM序號採購單號工單編號物料編號名稱/規格送貨數量包裝明細退貨單號(補退貨用)備注1234567891112備注:白色聯:會計部;黃色聯:供應商;紅色聯:貨倉部;藍色聯:採購部FORMID:WA-1REV.00制單人:_________________年___月___日復核人:_________________年___月___日收貨人:________________年___月___日送貨公司送貨公司鎂達廠編制:審核:批准:職位:貨倉部主管職位:部門經理職位:管理者代表FORMID:AM-1REV.00東莞0769五金塑膠製品廠文件名稱:產品防護程序文件編號:AM-2-15修訂版別:00生效日期:2003年10月08日頁數:第6頁;共9頁附件7.2東莞0769五金塑膠製品廠檢驗及測試報告編號:送檢資料工單編號:送檢批號:送檢部門:送檢次數:工單數量:送檢數量:送檢日期:往下工序:產品編號:產品名稱:客戶:表面處理:驗收準則抽樣準則:一次檢驗□正常□放寬□加嚴嚴重缺點主要缺點次要缺點抽樣數量:收:退:抽樣數量:收:退:抽樣數量:收:退:檢驗結果序號缺點內容缺點數量檢驗結果:□合格□拒收檢驗員:組長復核:主管批準:日期:年月日嚴重主要次要總數:備注:拒收評審評審結果:□可採用□翻工(由部門負責)□挑揀(由部門負責)□其它:□需要CAR(編號:)綜合意見及跟進指示:評審會簽品管部:送檢部門:下工序部門:其他:其他:進倉使用進倉數量:實收數量:備注:進倉人:(進倉部門)批準人:(進倉部門)收貨人:(貨倉部)分發:品管部、送檢部門、貨倉部(當評審為下工序翻工或挑揀時需加發下工序部門);FORMID:QA-10REV.00注釋:凡評審結果為可採用以及由送檢部門負責翻工或挑揀時,由品管部和送檢部門共同會簽;若評審結果涉及由下工序部門負責翻工或挑揀時則需由品管部、送檢部門、下工序部門共同會簽;CAR=要求糾正措施通知書的英文縮寫.編制:審核:批准:職位:貨倉部主管職位:部門經理職位:管理者代表FORMID:AM-1REV.00東莞0769五金塑膠製品廠文件名稱:產品防護程序文件編號:AM-2-15修訂版別:00生效日期:2003年10月08日頁數:第7頁;共9頁附件7.3東莞0769五金塑膠制品廠最低存量:存貨記錄帳號:總頁碼:頁次:客戶編號:本廠編號:名稱:單位:比重:存放位置:日期說明收入支出結存日期說明收入支出結存年月日年月日FORMID:WA-4REV.00編制:審核:批准:職位:貨倉部主管職位:部門經理職位:管理者代表FORMID:AM-1REV.00東莞0769五金塑膠製品廠文件名稱:產品防護程序文件編號:AM-2-15修訂版別:00生效日期:2003年10月08日頁數:第8頁;共9頁附件7.4東莞0769五金塑膠制品廠存貨記錄咭編號:_________________物料編號:單位:安全存量:每個重量:名稱規格:每戴具數量:存放位置:頁碼:序號日期單號數量摘要序日期單號日期摘要入出結存號入出結存1月日17月日2月日18月日3月日19月日4月日20月日5月日21月日6月日22月日7月日23月日8月日24月日9月日25月日10月日26月日11月日27月日12月日28月日13月日29月日14月日30月日15月日31月日16月日32月日FORMID:WA-5REV.00編制:審核:批准:職位:貨倉部主管職位:部門經理職位:管理者代表FORMID:AM-1REV.00東莞0769五金塑膠製品廠文件名稱:產品防護程序文件編號:AM-2-15修訂版別:00生效日期:2003年10月08日頁數:第9頁;共9頁附件7.5東莞0769五金塑膠制品廠製造流程咭№投産日期完工日期年月日說明産品編號産品名稱額定存放數量序號工序數量操作員/OQC日期組長復核檢查報告編號12345678910FORMID:AM-37REV.00序號工序數量操作員/OQC日期組長復核檢查報告編號11121314151617181920212223FORMID:AM-37REV.00編制:審核:批准:職位:貨倉部主管職位:部門經理職位:管理者代表FORMID:AM-1REV.00
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 sai423
sai423
本文标题:产品防护作业程序
链接地址:https://www.777doc.com/doc-7634508 .html