您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > JB-T 9702-1999 捡拾压捆机 打结器 技术条件
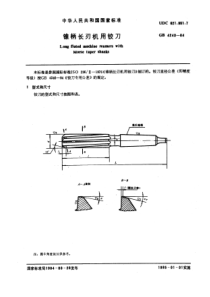
ICS65.060.50B91JB/T9702-1999捡拾压捆机打结器技术条件Technicalspecificationsfortwineknotterofpickbalers1999-08-06发布2000-01-01实施国家机械工业局发布前言本标准是对ZBB91021—90《捡拾压捆机打结器技术条件》进行的修订。修订时,对原标准作了编辑性修改,主要技术内容没有变化。本标准自实施之日起代替ZBB91021—90。本标准由呼和浩特畜牧机械研究所提出并归口。本标准起草单位:呼和浩特畜牧机械研究所。本标准主要起草人:杨铁军、道尔吉、李蜀阳。本标准于1990年5月28日首次发布。JB/T9702-199911范围本标准规定了捡拾压捆机打结器(以下简称打结器)的技术要求、试验方法、检验规则、包装及贮存。本标准适用于以捆草机用聚丙烯捆绳和剑麻捆绳作捆扎材料的打结器。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T11365—1989锥齿轮和准双曲面齿轮精度GB/T13384—1992机电产品包装通用技术条件JB/T5673—1991农业拖拉机及机具涂漆通用技术条件3型号打结器型号由三部分组成。第一部分为打结器代号,用字母J表示。第二部分为特征代号,由一个或两个字母构成,D表示片式夹绳器,强制脱扣型;C表示蹄型夹绳器,自然脱扣型;CD表示片式夹绳器,自然脱扣型。第三部分为主参数(打结器轴额定转速)。型号示例:4技术要求4.1打结器应符合本标准的规定,并按经规定程序批准的图样和技术文件制造。4.2打结器主要性能参数应符合表1的规定。4.3打结器在环境温度为–20~+40℃范围内应能正常工作。4.4打结器主要运动件的工作相位应符合表2的要求。国家机械工业局1999-08-06批准中华人民共和国机械行业标准捡拾压捆机打结器技术条件TechnicalspecificationsfortwineknotterofpickbalersJB/T9702-1999代替ZBB91021—902000-01-01实施打结器额定转速,r/min蹄型夹绳器,自然脱扣型打结器牧机代号9JC100JB/T9702-19992表1型号打结器轴额定转速r/min成结率%平均无故障工作时间MTBF结92JCD–80≥80≥99≥1000092JC–100≥100≥99≥1000092JD–80≥80≥99≥10000注:MTBF系指室内台架试验时打结器产品应达到的可靠性指标。表2()型号打结钳轴夹绳器卡爪动作开始动作停止动作开始动作停止张开开始闭合停止92JCD–80185±3345±3185±3345±3295±5330±592JC–100140±3213±3170±3243±3185±5220±592JD–80187±3255±3171±3216±3195±5255±5型号脱绳杆拨绳板前进动回位停前进动前进停回位动回位停92JCD–80——————92JC–100——115±5145±5220±5260±592JD–80262±5360±5122±5142±5321±5341±54.5打结器的捆绳张紧弹簧和上卡爪压紧弹簧在额定状态下打结30000次后,其性能不得下降。4.6打结钳定位角应符合有关技术文件的规定,其误差为±1。4.7打结器割绳刀片不经任何修配,应能调整到规定的控制尺寸,并定位可靠。4.8扇形齿轮与小锥齿轮啮合的最小法向侧隙应符合GB/T11365—1989表12中的a类规定。4.9扇形齿轮与小锥齿轮锁止平面的装配间隙为0.1~0.5mm。4.10同型号打结器的通用件应具有互换性,其中扇形齿轮和小锥齿轮应成对更换,其它零件单个更换。4.11在试验台上打结30000次后,打结器易损件的磨损量不大于表3的规定。表3mm型号扇形齿轮锁止平面小锥齿轮锁止平面支座凸轮表面JCD–800.40.31.0JC–1000.40.3—JD–800.40.3—JB/T9702-199934.12除镀铬、镀锌表面外,打结器各零件外表面应涂漆,涂漆应符合JB/T5673中TQ–2–2–DM的规定。4.13打结器必须设置安全防护罩,防护罩应能方便地打开和关闭。在防护罩的适当位置应设有观察口。4.14打结器应设有过载安全保护装置。5试验方法5.1一般要求5.1.1试验一般应在试验台上进行。5.1.2试验用仪器、仪表和量具均应经过检定,其精度应能满足试验要求。5.2打结器轴转速的测定在打结器进入正常工作后,测定打结器轴的转速。测定不少于五个绳结,取算术平均值。5.3运动件工作相位的测定5.3.1测定应在无捆绳状态下进行。5.3.2测定时,将一个精确到0.5的刻度盘固定在打结器轴的端部,使其与打结器轴同步旋转。再将一个固定不动的指针指到刻度盘的零度位。之后慢速转动打结器轴,按表2所列项目测定各运动件动作开始和停止时,刻度盘相对于指针所转过的角度。5.3.3试验应重复三次,取算术平均值。5.4成结率的测定5.4.1每次测定的样品应从被测打结器连续打的绳结中取样。样品数不得少于100,并为100的整倍数。5.4.2判定成结的方法是:按图1所示位置,施加400~500N拉力,绳结未被拉开,判为成结,反之判为不成结。图1判定成结方法图5.4.3成结率按式(1)计算:%100dsdhnnnS………………………………………(1)式中:Sh——成结率;nd——取样数,个;ns——不成结数,个。JB/T9702-199945.5上卡爪压紧弹簧和捆绳张紧弹簧性能的测定试验前和打结30000次后,在弹簧试验机上检验打结器上卡爪压紧弹簧和捆绳张紧弹簧的性能,对比两次检验的结果,判定性能是否下降。弹簧试验机的精度等级应不低于3级。5.6易损件磨损的测定试验前和打结30000次后,按表3所列零件部位,在法向方向测量其初始值和磨损量,应精确到0.01mm。6检验规则6.1检验分类打结器产品的检验分为两类:a)出厂检验;b)型式检验。6.2出厂检验6.2.1每台打结器需经制造厂检验部门检验合格后方可出厂,并应附有产品检验合格证。6.2.2出厂检验按下列程序进行:a)检验打结器外观质量应符合4.12的规定;b)用厚薄规检验扇形齿轮和小锥齿轮的侧隙及其锁止平面的装配间隙,应符合4.8和4.9的规定;c)试验台运转10min,其间打结不少于60次,打结器应运转平稳,无异常响声;d)在额定转速下连续打100个绳结,测定成结率,应符合4.2的规定。6.3型式检验6.3.1产品有下列情形之一时,应进行型式检验:a)新产品或老产品转厂生产的试制定型鉴定;b)正常生产时,每2年进行一次;c)停产2年后恢复生产时;d)零件结构、材料有较大改变,可能影响产品性能时。6.3.2做型式检验的产品应从成品库中随机抽样,其库存量不得少于当年产量的10%。当年产量在100台以下时,抽取的样品数至少2台;当年产量超过100台时,抽取的样品数至少4台。6.3.3型式检验的打结器应先按出厂检验项目进行检验,合格后再按第4章要求对其余项目逐项检验。6.3.4被检产品的所有项目必须全部符合要求方为合格。如有某一项不符合要求时,应重新抽取加倍数量样品就该项目进行复验,如仍不合格,则该批产品按不合格处理。6.4订货单位有权对打结器进行抽查,抽查项目按双方协议进行。7标志、包装和贮存7.1打结器上应有型号标志,型号标志可以铸出或打印记。7.2以部装出厂的打结器在包装上应有标志,标志应包括下列内容:a)产品名称和型号;b)产品编号;JB/T9702-19995c)产品出厂日期;d)制造厂名称。7.3以部装出厂的打结器的包装应按GB/T13384的规定。7.4随箱文件应有装箱清单和质量检验合格证。7.5包装箱包装的打结器及其零配件应贮存在通风、干燥的库房内。8质量保证期在用户遵守产品的安装和使用规则条件下,产品自提货之日起1年内,确因制造质量不良而不能正常工作时,制造厂应无偿为用户修理或更换。JB/T9702-1999中华人民共和国机械行业标准捡拾压捆机打结器技术条件JB/T9702-1999*机械科学研究院出版发行机械科学研究院印刷(北京首体南路2号邮编100044)*开本880×12301/16印张1/2字数12,0001999年12月第一版1999年12月第一次印刷印数1-500定价5.00元编号99-1319机械工业标准服务网:
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

![五[1][1]企业投资决策](/doc-611652.png)

 27713513
27713513
本文标题:JB-T 9702-1999 捡拾压捆机 打结器 技术条件
链接地址:https://www.777doc.com/doc-7786078 .html