您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 销售管理 > G68.2&G53.1
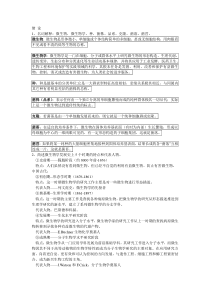
倾斜面加工:G68.2、G53.1在倾斜面加工功能中,对于现在被设定的工件坐标的X、Y、Z轴可以定义进行了旋转及原点平行移动的新坐标系(称为特征坐标系)。通过使用本功能,可以定义空间上的任意平面,并对定义的平面进行通常的程序指令和加工。另外,在新定义了特征坐标系的+Z方向,可以自动控制刀具轴向。因为可以符合刀具轴向重新设定特征坐标系,所以不用考虑特征坐标系的方向或刀具轴的旋转方向,就可以编制加工程序。D736PB001XYZ机械坐标系工件坐标系特征坐标系YZX功能说明1.编程格式A.倾斜面加工模式ONG68.2XxYyZzIαJβKγG68.2:倾斜面加工模式ONX、Y、Z:特征坐标系的原点坐标。以工件坐标系的绝对值指令。I、J、K:决定特征坐标系方向的欧拉角。从旋转中心轴正方向看旋转中心,以逆时针方向旋转为正旋转。1.X、Y、Z以原工件坐标系的绝对值进行指令。如果省略了X、Y、Z,原坐标系的原点将成为特征坐标系的原点。2.如果省略了I、J、K,被省略的地址被视为指令了0。B.刀具轴向控制G53.1PpG53.1:刀具轴向控制P:选择旋转轴的解(详细内容请参照26-2-1节的第3项“刀具轴向控制”)。0:根据机械构造,P=1、或P=2相同动作。本机械与P1相同。1:选择B轴为正解。2:选择B轴为负解。1.G53.1需在G68.2模式中进行指令。2.G53.1必须单独指令。如果与其它G代码、移动指令等在同一程序段指令时,将发生报警“1808CANNOTUSEG53.1”。3.指令G53.1时的移动速度将依存于该时的模态。4.省略了地址P时,被视为指令了0。另外,如果指令了0、1、2以外的值时,将发生报警“809数据输入错误”。C.取消倾斜面加工G69.5倾斜面加工模式取消2.设定特征坐标系通过G68.2指令设定特征坐标系(旋转工件坐标系、移动原点的坐标系)。通过欧拉角指令坐标系的旋转。根据G68.2XxYyZzIαJβKγ指令,特征坐标系被如下设定。1)使现在的工件坐标系的点(x,y,z)成为特征坐标系的原点。2)使移动坐标系围绕Z轴只旋转角度α度。3)接着,围绕旋转后坐标系的X轴只旋转角度β度。4)进一步围绕旋转后坐标系的Z轴只旋转角度γ度。这样被设定的坐标系将成为特征坐标系。关于坐标系的旋转角度,从各自旋转中心轴的正方向看旋转中心,逆时针方向为正向旋转。工件坐标系与特征坐标系的关系如下图所示。D736PB002特征坐标系工件坐标系Yw工件坐标系zZXy使用欧拉角的变换2)围绕Z轴旋转α度3)围绕X轴旋转β度1)移动原点ZwXwYwzyxZYXXYZ4)围绕Z轴旋转γ度YXZYZwXwxαβγ3.刀具轴向控制通过G53.1指令,旋转轴自动移动,以使刀具轴向(从刀具尖端到根部的方向)成为特征坐标系的+Z轴方向。工作台旋转轴旋转时,可能会有特征坐标系变化的情况。此时,XYZ轴不移动,而现在位置计数变为新坐标系的坐标值。D736PB003特征坐标系ZY特征坐标系XZYXG53.1指令通过G53.1指令,C轴旋转,以使特征坐标系(第1特征坐标系)的Z轴来到工件坐标系的X-Z平面内,而B轴当场旋转,以使刀具轴向成为C轴旋转后的特征坐标系(第2特征坐标系)的+Z方向(见下图)。(XYZ轴不移动)。现在位置计数变为第2特征坐标系上的坐标值。G53.1指令时的旋转轴移动速度遵从该时的模态(G00/G01)D736PB004XXYXZYZXXC轴旋转C轴旋转第2特征坐标系第2特征坐标系B轴旋转(B0)B轴旋转(B0)G53.1P2指令G53.1P1指令第1特征坐标系ZYXZwYwXw工件坐标系G53.1时的动作G53.1P0指令计算G53.1指令时的旋转轴角度,在通常的情况下存在B轴为正解值和B轴为负解值的2组。选择哪一个解值可通过G53.1指令的地址P指令。1.G53.1P1指令时:B轴正解值被选择。(上图左)2.G53.1P2指令时:B轴负解值被选择。(上图右)如果省略了地址P时(P0),1.中的B轴正解值被选择。4.动作说明A.倾斜面加工模式中的动作指令G68.2时,上述特征坐标系被设定,现在位置计数变为特征坐标系的坐标值(机械不移动)。G68.2模式中的移动指令将成为特征坐标系的指令。B.刀具轴向控制指令G53.1时,旋转轴移动,以使刀具轴向成为特征坐标系的+Z方向。此时只有旋转轴移动,而XYZ轴不移动。旋转轴的移动速度遵从G53.1指令时的模态。注意:根据特征坐标系的设定,指令G53.1时,刀具旋转轴、工作台旋转轴有可能发生很大的移动。使刀具退避到距离工作台充分的位置后,再指令G53.1C.取消倾斜面加工通过G69.5指令,倾斜面加工被取消。特征坐标系的设定被解除,坐标系返回指令G68.2时的工件坐标系,现在位置计数变为原工件坐标系的坐标值(机械不移动)。倾斜面加工在复位时亦被取消。D.编程示例对六角柱的各面加工同一形状的程序。在N1~N6的程序段中的,在各面上设定特征坐标,以子程序(WNo.100)进行同一加工。假设工件原点在六角柱的端面中心。D736PB005[1]面的加工WNo.10N1G68.2X86.602Y50.Z0.I-90.J-45.K0.M98P100G69.5G0X300.Y0.Z200.B0.C0.N2G68.2X86.602Y-50.Z0.I-150.J-45.K0.M98P100G69.5G0X300.Y0.Z200.B0.C0.N3G68.2X0.Y-100.Z0.I-210.J-45.K0.M98P100G69.5G0X300.Y0.Z200.B0.C0.N4G68.2X-86.602Y-50.I-270.J-45.K0.M98P100G69.5G0X300.Y0.Z200.B0.C0.N5G68.2X-86.602Y50.I-330.J-45.K0.M98P100G69.5G0X300.Y0.Z200.B0.C0.N6G68.2X0.Y100.I-30.J-45.K0.M98P100G69.5G0X300.Y0.Z200.B0.C0.M30WNo.100G53.1G0X0.Y0.Z0.G1Y20.F1000G2X20.Y0.R20.F1000G1X0.F1000M99[2]面的加工[3]面的加工[4]面的加工[5]面的加工[6]面的加工86.602YfZf特征坐标系原点50.YfXfXwYw[2][1][6][5][3][4]制限事项对倾斜面加工的制限与程序坐标转换相同。除如下记述内容之外,有与程序坐标转换相同的限制。1.在同一程序段与倾斜面加工指令可一起指令的命令功能名称代码定位G00直线插补G01进给速度指令F在同一程序段与倾斜面加工指令(G68.2)一起指令上述之外的命令时,将发生报警“1806ILLEGALCMDTILTEDPLANECMD”(倾斜面加工中指令不可)。2.在同一程序段与刀具轴向控制可一起指令的命令在同一程序段与刀具轴向控制可一起指令的命令不存在。必须单独指令G53.1。在同一程序段与其它命令一起指令时,将发生报警“1808CANNOTUSEG53.1”(刀具轴方向控制指令不可模式)。3.与其它G代码的关系A.在倾斜面加工(G68.2)中可以使用的G代码一览表功能代码功能代码定位G00固定循环 取消G80直线插补G01正面钻孔循环G83圆弧插补(CW)G02正面攻丝循环G84圆弧插补(CCW)G03正面同步攻丝循环G84.2暂停G04正面镗孔循环G85精确停止检查检查G09侧面钻孔循环G87平面选择 X-YG17侧面攻丝循环G88平面选择 Z-XG18侧面同步攻丝循环G88.2平面选择 Y-ZG19侧面镗孔循环G89刀尖R/刀具直径补偿 取消G40反比时限进给G93刀尖R/刀具直径补偿 左G41每分钟进给(非同步)G98刀尖R/刀具直径补偿 右G42毎转进给(同步)G99刀具尖端点控制类型1G43.4复数工序共用1个程序G109刀具尖端点控制类型2G43.5向配套加工系统输出MSTBG112刀具轴向控制G53.1子程序调用M98/M99精确停止检查模式G61进给速度指令F形状补偿功能G61.1MSTB指令(注意)MSTB切削模式G64局部变量、全局变量、运算指令、控制指令宏指令用户宏程序 单纯调用G65用户宏程序模态调用AG66用户宏程序模态调用BG66.1用户宏程序模态调用取消G67程序坐标旋转取消G69.5在倾斜面加工中指令上述之外的命令时,将发生报警“1806ILLEGALCMDTILTEDPLANECMD”(倾斜面加工中指令不可)。注意:发出T指令,将发生报警“1806ILLEGALCMDTILTEDPLANECMD”(倾斜面加工中指令不可)。B.倾斜面加工(G68.2)可指令的模式功能代码功能代码定位G00精确停止检查模式G61直线插补G01形状补偿功能G61.1高速加工模式取消G05P0拐角进给速度自动倍率修调G62极坐标插补取消G13.1攻丝模式G63平面选择 X-YG17切削模式G64平面选择 Z-XG18用户宏程序 单纯调用G65平面选择 Y-ZG19用户宏程序模态调用取消G67英制输入G20程序坐标旋转 取消G69.5公制输入G21固定循环 取消G80移动前行程检查无效G23反比时限进给G93刀具直径补偿 取消G40周速恒定控制无效G97刀具长度补偿取消G49每分钟进给(非同步)G98多边形加工模式OFFG50.2每转进给(同步)G99MAZATROL坐标系取消G52.5复数工序共用1个程序G109选择工件坐标系1G54交叉加工控制轴指定 OFFG111选择追加工件坐标系G54.1滚铣加工模式 取消G113选择工件坐标系2G55X轴半径值指令 有效G122.1选择工件坐标系3G56极坐标输入 OFFG123选择工件坐标系4G57选择工件坐标系5G58选择工件坐标系6G59在上述之外的模式下指令倾斜面加工时,将发生报警“1807CANNOTUSEG68.2”(倾斜面加工指令不可模式)。C.刀具轴向控制(G53.1)可指令的模式功能代码功能代码定位G00精确停止检查模式G61直线插补G01形状补偿功能G61.1高速加工模式取消G05P0切削模式G64极坐标插补取消G13.1用户宏程序 单纯调用G65平面选择 X-YG17用户宏程序模态调用取消G67平面选择 Z-XG18倾斜面加工G68.2平面选择 Y-ZG19固定循环 取消G80英制输入G20反比时限进给G93公制输入G21周速恒定控制无效G97移动前行程检查无效G23每分钟进给(非同步)G98刀尖R/刀具直径补偿 取消G40毎转进给(同步)G99刀具长度补偿取消G49复数工序共用1个程序G109多边形加工模式OFFG50.2交叉加工控制轴指定 OFFG111MAZATROL坐标系取消G52.5滚铣加工模式 取消G113选择工件坐标系1G54X轴半径值指令 有效G122.1追加工件坐标系选择G54.1极坐标输入 OFFG123选择工件坐标系2G55选择工件坐标系3G56选择工件坐标系4G57选择工件坐标系5G58选择工件坐标系6G59在上述之外的模式下指令刀具轴向控制时,将发生报警“1808CANNOTUSEG53.1”(刀具轴方向控制指令不可模式)。4.其它注意事项1.指令G53.1时,旋转轴移动。要使刀具退避到充分离开的位置后指令G53.1。2.指令G68.2时,系统变量#5041~#5054(各轴的现在位置)将被设定特征坐标系的坐标值。指令G68.2时,系统变量#5021~#5036(机械坐标值)将被设定机械坐标系的坐标值。3.如果在倾斜面加工中进行重置,倾斜面加工被取消而模态G代码将成为G69.5。4.有关外部减速,不是对特征坐标系的轴,而是对实际动作的机械坐标系的轴通过输入信号减速。5.进行G28、G30、G53等机械坐标系的定位指令,将发生报警“1806ILLEGALCMDTILTEDPLANECMD”(倾斜面控制中指令不可)。6.G41/G42/G40(刀具直径补偿)、G51.1
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 lzy1142435
lzy1142435
本文标题:G68.2&G53.1
链接地址:https://www.777doc.com/doc-7876951 .html