您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 马敬仲 高端数控精密机床铸件的发展方向 for 百铸网
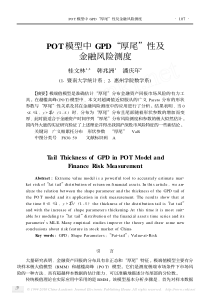
百铸网高碳当量、高强度、高刚度、低应力是高端数控精密机床铸件的发展方向——目前我国机床铸件质量的现状与发展马敬仲李克锐(1原北京机床一厂,北京;2郑州机械研究所,450001)众所周知,我国机床行业在近十几年来已有举足轻重的发展,生产机床与工具的企业有4000余家。各类型的切削加工机床产量已超过100万台,机床铸件达350万t,居世界第一位。其差距是高端的数控机床挡不住进口,以美国、日本为首的工业发达国家对我国中、高端的数控机床的进行封锁。“2007年6月,美国开始实施的《对华高科技产品出口管制条例》中,增加了高精度转台、五轴精密加工中心、高仿真系统等军工及高技术产业专用装备的出口限制。日本经济产业省(原通产省)限制向中国出口高精度、复合加工、五轴联动以上的高性能数控机床和五轴联动高档数控系统等产品。”为了生产出高端的数控机床的精度与精度保持性,机床行业在北京建立了超精密机床工程技术研究中心。在成都成立了精密工具工程技术研究中心。在湖南建立了超硬材料及制品工程技术研究中心。在沈阳建立了高档数控工程研究中心。并进行了多科目的科学研究与攻关。如“纳米级加工技术及设备”,“机床工艺造型设计技术”,“虚拟轴机床技术”,“磁悬浮轴承高速主轴单元”等。但占机床重量80%以上且对机床性能有重要影响的机床铸件,与冷加工的研究相比,有较大差距。2012年,国家下达了“高档数控机床用铸铁床身精度保持成套技术研究”课题,以提高数控机床铸件的质量。在金属切削机床灰铸铁件技术条件中规定,以力学性能为验收的依据,化学成分不作为验收依据。如用户需要可在合同中另订。长期以来,这项规定在我国不少机床铸件生产厂造成认识上的误区:既然以力学性能为验收标准,而化学成分不作为验收标准,那么,以降低碳当量的措施达到高强度,则是最易实现的。长期以来由于我国机床铸件的高强度是在低碳当量下取得的,它对机床性能的负面影响很大,低碳当量、高强度产生的问题是:收缩大,导致缩孔、缩松倾向增加;残余应力大,导致尺寸精度稳定性差,开裂倾向增大;流动性差,限制了铸件薄壁化;加工性能差,导致切削速度的降低与力具寿命的下降;减震性差,导致加工精度与精度稳定性的降低;质量稳定性差,这是因为低碳当量导致的上述问题在生产中反复出现,此长彼消,质量难以稳定。在2014年中对国内具有代表性的机床生产企业调查表明,用户反馈意见中占第一位是质量不稳定。百铸网一、提高高端数控精密机床铸件质量的核心是高碳当量、高强度、高刚度与低应力;近50年来,机床的精度已提高了100倍,已进入亚微米级及纳米级超精加工时代。高精度与精度的保持性是数控机床质量的首要指标。1、机床精度与机床铸件的刚性及减震性;精度是指被加工零件能达到的加工精度。因为目前高档数控机床已进入航空航天、兵器、核工业、电子技术、船舶等军工领域。重型、超重型数控机床已进入大型电站设备、石化冶金设备、汽车制造等。这些高精度、高速切削、强力切削的数控机床对机床铸件的刚度与减震性提出了更高的要求:航天航空、核工业、兵器、发电设备所需各种特殊性能的合金材料加工时又“粘”又“硬”,故要求机床与机床铸件具有足够的抗变形能力,即使在高速、强力切削下仍能保持高精度。从使用角度上看,机床铸件的刚性比强度更为重要:实践与计算表明,即使最大的切削力,机床铸件的强度仍有较大的安全系数,但却会出现由于刚性差、抗变形的能力及减震性差而失去加工精度。因此高端数控精密机床在高速切削、强力切削下,机床铸件必须具有较高的刚性与优良的减震性。百铸网现代数控机床中主要受力的机床件,往往不是按强度设计的,大部分是按刚性设计的。提高机床铸件刚性的措施来自两个方面:一个是提高铸件的结构刚性,这就是机床件向双层壁、多层壁结构发展,形成机床件薄壁化,结构日益复杂的重要原因。另一项措施是提高机床铸件的材质刚性,即弹性模量,而弹性模量的高低主要取决于抗拉强度,见表1。因此现代的高端数控机床铸件皆采用了高强度灰铸铁HT300、HT350及高强度、高刚度球墨铸铁材质。类别灰铸铁球墨铸铁抗拉强度(MPa)155185215265310355400400-650弹性模量(GPa)103.5111.7120.0129.7137.9141.4144.8160-180表-1铸铁的强度与弹性模量保持加工时的高精度的另一因素是机床铸件必须具备优良的减震性。值得提出的是,在减震性能中,灰铸铁的减震性优于球墨铸铁,而灰铸铁中,碳当量高的减震性又优于低碳当量者。由图1可知,高碳当量、低强度灰铸铁吸震率高,其次是低碳当量、高强度灰铸铁、球墨铸铁次于灰铸铁,碳钢最低,这也是机床件大部分是灰铸铁的原因。长期以来,机床件的高刚度、高强度与要求优良的减震性的要求难以统一。前者要求低碳当量,后者要求高碳当量,因此高端精密机床的精度要求其机床件,既要有强有力的抗变形能力的材质刚性,又要有优良的减震性,这就要求碳当量与高强度、高刚度在一个新的高度上达到平衡。即在高碳当量下达到高强度、高刚度。图1减震与强度2、机床精度保持性与机床铸件的残余应力机床精度保持性是高端数控机床的最重要的质量指标,目前我国与国外还有相当大的差距。国内数控机床的精度保持性约为一年,而国外可达五年。这是我国数控机床进口量为世界第一的原因之一。铸件中的残余应力对铸件的尺寸精度稳定性的影响是很大的。高精度的机床在加工中,引起塑性的,不可逆的变形有三个因素:工作负荷、材料刚度、残余应力。这三者中残余应力最为危险,因为其应力往往大于工作负荷,且它是持续的,不间断的。图2中a)为未经热时效的机床铸件,残余应力较大,铸件变形大。图2中b)为经过热时效后的机床铸件,残余应力较小,铸件变形较小。图-2a)为未热时效铸件b)为经热时效消除残余应力60%的铸件图2铸件是否经热时效与变形的关系在灰铸件中,残余应力是与其强度及碳当量有着密切的关系,它随碳当量的降低而增大,见图-3。随抗拉强度的增大而增大。见图-4图-3碳当量对铸造应力的影响图-4抗拉强度对铸造应力的影响因此,在相当长的一段时间,我国机床件的低碳当量、高强度所带来较高的高残余应力一直未能得到很好的解决。一些国外用户购买我国机床铸件后往往堆放半年或一年后再用,进行自然时效,降低与释放残余应力。因此,既要高刚度,又要低应力,则高碳当量、高强度是实现其最主要的途径。3、机床铸件的高强度与加工性能高精度的机床铸件,大部分都是用数控加工中心机床进行加工的。目前主轴转速从每分钟几千转,到几万转,甚至达十几万转。切削速度大幅度提高,每台数控中心皆有几百把刀具,换刀速度从十几秒到十秒、三秒,甚至达一秒。因此要求机床铸件有优良的切削性能,而现在的问题是低碳当量,不仅带来了铸铁的高强度,还带来了高硬度,见表-2。导致了加工性能的恶化,见表-3。抗拉强度(MPa)200240350380硬度(HBW)163207255315硬度(HBW)160-190190-220220-240>240切削性能易切削切削顺利可加工加工困难表-2灰铸铁的强度与硬度加工性能与硬度的关系,见表-3。表-3硬度与灰铸铁的加工性能德国企业中,常用试棒上抗拉强度与硬度之比的m值来初步表征切削性能的优劣,在同样的强度下,m位越高,加工性能优良,见表-4.表-4灰铸铁切削性能的表征(m=HBWRM)(德国)铸铁牌号GG20GG25GG30GG35加工性能指标(m=)0.95-1.181.04-1.391.15-1.501.25-1.67硬度抗拉强度在灰铸铁的冶金指标中,硬化度(HG)就是衡量加工性能优劣的一个指标:正常硬度铸态试棒硬度344Sc530HBW实测HG==(当HBW<186时)或=744Sc930HBW实测(当HBW>186时)由公式可知,共晶度Sc越高,硬度越低,因此在保持高强度的同时采取措施提高碳当量,才能降低硬度,即只有在高强度、高碳当量下才能较好的改善加工性能。4、机床铸件的碳当量与铸件薄壁化及缩松缺陷;在达到HT300力学性能下,其所含的碳当量不同,铸造性能中的铁液流动性与铸铁的收缩相差甚大。表5为不同碳当量下的铁液流动性;表6为不同碳当量下的收缩性,因机床铸件一般皆为亚共晶铸铁,因此碳当量越低,流动性越差,收缩越大。碳当量CE(%)4.04.24.34.5流动性(1400℃)螺旋线长度(mm)500680780720表-5灰铸铁碳当量与铁液的流动性表-6灰铸铁碳当量与铸铁的凝固收缩及残余应力碳当量CE(%)缩松相对容积(%)体收缩率(%)4.050.572.804.080.643.224.020.642.983.760.763.33碳当量CE(%)3.503.563.703.733.9自由收缩率(%)1.351.301.251.201.15表-7灰铸铁碳当量与铸铁的固态收缩(铸件壁厚20mm)由以上表可知,要使机床铸件薄壁化,减少缩松、缩孔缺陷,必须在高强度下提高碳当量。目前国外的机床比我国机床重量轻8~10%。中型机床壁厚已达14~20mm。小型机床件壁厚已达8~12mm。低碳当量、高强度灰铸件已是实现薄壁化的严重障碍及造成缩松的重要原因。因此综合因素充分说明高碳当量、高强度、高刚度、低应力是我国高端数控机床铸件的发展方向。百铸网二、我国机床铸件质量的现状与发展方向;为了研究我国机床铸件材质的状况,在2012年“现代铸铁”杂志与郑州机械研究所分别在2012年及2014年作了二次调查,其结果给了我们许多重要启示百铸网、碳当量与强度机床铸件在相同的强度下,碳当量高低是衡量材质优劣的重要标志。根据调查结果,我国机床铸件尚处在中、低碳当量、高强度阶段,仅有少数机床铸件厂已接近高碳当量、高强度材质的水平,但仍有相当距离。表8为第一次的调查结果。由表8可知,在同样强度下,国内机床件的碳当量远低于国外同牌号的碳当量。2014年的全国机床件调查,着重调查了HT300材质的机床件,调查比较严谨,要统计连续60炉次的数据,表9中的数据是连续60炉次的平均值,表10为两次调查HT300材质碳当量的对比。铸铁牌号HT250HT300HT350国外机床铸件的碳当量CE(%)平均值3.953.833.76国内11家机床铸件生产厂的机床铸件碳当量CE(%)平均值3.753.603.48各厂值HT2503.673.783.733.773.533.593.653.643.50//3.58HT3003.903.753.663.773.673.653.503.70/3.55//HT3503.783.603.82/3.513.473.73/3.263.333.67/表-82012年调查的机床铸件碳当量的国内外对比表-92014年调查的机床铸件碳当量(HT300)铸铁牌号HT300国内13家机床铸件生产厂的机床铸件碳当量CE(%)平均值3.68各厂的60炉次的平均值3.673.673.743.573.733.663.643.763.723.593.683.723.67表-10国内机床铸件HT300材质的碳当量碳当量CE(%)3.47-3.593.64-3.683.70-3.762009年机床铸件调查(11个企业)均值3.52均值3.65均值3.71厂家比例厂家比例厂家比例5/1145.5%4/1136.3%2/1118.2%2014年机床铸件调查(13个企业60炉次的平均值均值3.58均值3.67均值3.732/1315.4%6/1346.2%5/1338.4%表-9与表-10说明,在近二、三年内,材质的质量有所进步。以HT300为例,碳当量<3.60%的企业,由45.5%降至15.4%。碳当量3.64-3.68%的企业,由36.3%升至46.2%。碳当量为3.70-3.76%的企业,由18.2%升至38.4%。碳当量整体平均值也由3.60%提至3.67%。但是与国际先进国家HT300材质碳当量3.83%
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码







 killdh18
killdh18
本文标题:马敬仲 高端数控精密机床铸件的发展方向 for 百铸网
链接地址:https://www.777doc.com/doc-7897824 .html