您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > JB-T 50190-1999 齿轮滚刀 寿命试验方法及验收条件
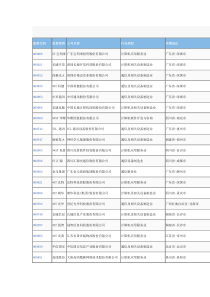
J41JB/T50190-1999齿轮滚刀寿命试验方法及验收条件(内部使用)1999-06-09发布2000-01-01实施国家机械工业局发布前言本标准是对ZBJ41010—89《齿轮滚刀寿命试验方法及验收条件》的修订。本标准与ZBJ41010—89的技术内容一致,仅按有关规定重新进行了编辑。本标准自实施之日起代替ZBJ41010—89。本标准的附录A是提示的附录。本标准由全国刀具标准化技术委员会提出并归口。本标准负责起草单位:成都工具研究所。本标准主要起草人:商宏谟、沈士昌。JB/T50190-199911范围本标准规定了寿命试验用滚刀的型式、尺寸和技术要求,试坯,切削液,试验设备,切削规范,滚刀寿命判据以及验收条件。本标准适用于试验室和生产厂进行非涂层和非强化处理的模数m=1~10mm的高速钢齿轮滚刀的寿命对比试验及验收。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准昀新版本的可能性。GB/T231—1984金属布氏硬度试验方法GB/T3077—1988合金结构钢技术条件GB/T6083—1985齿轮滚刀基本型式和尺寸GB/T6084—1985齿轮滚刀技术条件GB/T8064—1987滚齿机精度GB/T10095—1988渐开线圆柱齿轮精度3刀具3.1刀具型式、尺寸和技术要求试验用的滚刀型式、尺寸和技术条件需符合GB/T6083和GB/T6084的规定。3.2刀具几何参数试验用的滚刀,前角应为0°,铲背量应按GB/T6083—1985附录B的规定。试验用滚刀应拍摄齿顶圆的形貌照片。3.3刀具的重磨试验用的滚刀,原则上只使用新的滚刀。如果要研究滚刀重磨的影响时,允许采用重磨的滚刀,但滚刀重磨后的直径减少量不能大于10%。同时,对这样的试验应标明实际滚刀直径。3.4刀具材料及表面处理试验用的滚刀材料应符合GB/T6084的规定。应对滚刀材料的主要化学成分、滚刀的硬度和滚刀热处理金相组织进行检查,并拍摄金相显微组织的照片(放大比为100~500倍),热处理金相组织的检查位置在刀齿分圆直径处。如果滚刀有涂层或经表面强化处理时,应参照本标准的试验方法重新制定切削条件和验收方法。国家机械工业局1999-06-09批准中华人民共和国机械行业标准齿轮滚刀寿命试验方法及验收条件(内部使用)JB/T50190-1999代替ZBJ41010—892000-01-01实施JB/T50190-199923.5刀具的安装滚刀应装在能满足精度和刚度要求的刀杆上。滚刀装夹应牢固可靠,其安装精度要求轴台的径向圆跳动和轴台端面圆跳动不得超过表1规定。表1μm轴台径向圆跳动轴台端面圆跳动模数mm模数mm精度等级1~22~3.53.5~6.36.3~101~22~3.53.5~6.36.3~10AA1010121210101012A1212141812121214B1618222614141822C16182226141418224试坯4.1试坯材料试坯材料采用40Cr钢,其化学成分和技术条件按GB/T3077的规定,其主要元素的含量见表2。当成批制备滚刀试坯时,应向钢厂订制加严要求的试验材料。表2%成分CSiMnPSCrCu40Cr0.37~0.440.17~0.370.50~0.80≤0.035≤0.0350.80~1.10≤0.30试坯选用热轧圆钢。同一组试验,试坯应采用同一炉号的材料。4.2试坯的热处理试坯采用调质热处理工艺,其硬度范围为200~220HB。试坯只许一次淬火,其调质热处理工艺参数推荐如下:预热温度:650~700℃预热速率:0.5mim/mm加热温度:850~860℃加热速率:0.5min/mm冷却介质:20%KNO3+20%NaNO3+25%NaNO2+35%H2O冷却方式:1.5~2s/mm冷却后投入油中缓冷回火温度:730~735℃回火保温时间:2~2.5h本工艺在盐浴炉中进行。4.3试坯硬度的检测4.3.1试坯热处理后硬度的检测方法应符合GB/T231的规定,硬度检测表面粗糙度为Ra1.6μm。4.3.2试坯表面硬度在试坯任意一端面圆周五等分的五个不同径向位置上测量五点,计算其平均值,各点硬度测量值与平均值之差应不超过15HB;然后将其硬度平均值标注在工件的表面上。JB/T50190-199934.3.3试坯还应做淬透性检测。试坯淬透性检测是在通过试坯轴线的半剖面上进行,沿剖面对称轴线打三排硬度,硬度测量点距周边的距离不得小于10mm,测量点之间的距离不得小于16mm(如图1)。淬透性试样上昀高硬度与昀低硬度的差应不超过15HB,试坯按材料炉号每100件中抽取1件,不满100件者抽1件。图14.3.4试坯材料应在金相显微镜(放大100~500倍)下观察材料的金相显微组织、晶粒度和夹杂,并拍摄金相显微组织照片。4.4试坯规格试坯厚度B=50mm,孔径d=50mm,试坯外径根据试验滚刀模数和试坯的实际外径来确定。试坯的尺寸公差和位置公差按GB/T10095的规定。试坯内孔、外圆和两端面的表面粗糙度为Ra1.6μm。4.5试坯的安装试坯应紧固在滚齿机工作台上,其外圆径向圆跳动应不大于50μm。5切削液滚刀试验时应采用硫化油充分冷却。对使用的切削液须注有商标或溶液成分。切削液应浇注在滚刀的切削部分,其流量应大于8L/min,对成分、流量和蓄液箱的温度应做记录。6试验设备6.1机床试验用机床为立式滚齿机,其精度应符合GB/T8064的规定。滚齿机应有足够的功率和良好的刚性,试验时所需的切削功率一般不应超过机床额定功率的70%。试验的行程不超过滚齿机刀架滑板昀大行程的75%,在负载情况下进给运动应正常。在试验中不能发生异常振动等不正常现象。6.2检测器具试验所必需的检测器具列于表3。表3序号检测项目所需检测器具JB/T50190-199941工件尺寸及公差表面粗糙度硬度金相组织游标卡尺、千分表、跳动检查仪、检验心轴、磁力表架表面粗糙度比较样块,(表面粗糙度检查仪)布氏硬度计金相显微镜2刀具尺寸及精度表面粗糙度外部缺陷硬度金相组织游标卡尺、千分表、扭簧比较仪、跳动检查仪、滚刀检查仪、气动量仪、铣刀磨后检查仪、量块、工具显微镜、齿厚极限卡板、检验心轴、磁力表架表面粗糙度检查仪10倍放大镜洛氏硬度计金相显微镜3切削液流量温度量筒,秒表温度计4切削条件进给速度主轴转速切削深度秒表转速计公法线卡尺5刀具破损磨损崩刃齿面表面粗糙度工具显微镜10倍放大镜、工具显微镜表面粗糙度比较样块(表面粗糙度检查仪)6数据处理计算器7切削条件7.1本标准规定的滚削方式为逆铣。7.2为了使试验结果具有可比性,将滚刀模数分段,每段中取代表规格进行试验。如取代表规格有困难时,可取与其相近的规格。7.2.1代表规格的推荐值与切削参数按表4和7.2.2及7.2.3的规定。表4滚刀模数mmm代表规格mm切削速度vm/min工件每转进给量fmm/r1~22352.52~3.53302.53.5~6.35252.56.3~108252.57.2.2滚刀模数m≤3.5mm,一次切至全齿深;m3.5mm两次切至全齿深,第一次切至全齿深的75%。7.2.2切削速度允许范围υ±2%υ;工件每转进给量允许范围f±2.5%f。JB/T50190-199958刀具寿命判据8.1滚刀后面(齿顶圆角处)磨损VB后面磨损应在垂直于切削刃的方向上测量。图2磨损宽度VB是从原始切削刃到后面磨损带的极限位置间的距离。8.2滚刀切削刃崩刃CH滚刀切削刃崩刃应在滚刀后面和前面上、平行或垂直于原始切削刃的方向上测量,必要时还应指明切削刃上产生崩刃的位置。8.3试件齿面的表面粗糙度Ra齿面的表面粗糙度采用表面粗糙度比较样块测量。当有争议时,则采用表面粗糙度检查仪测量,并以仪器检测的结果为准。8.4在试验中当上述寿命标准中的一项超过极限值时,即应停止试验,各种寿命判据的极限值按表5。表5滚刀模数mmm后面磨损值VBmm切削刃崩刃值CHmm试件齿面表面粗糙度Raμm1~20.30.66.32~3.50.40.86.33.5~6.30.51.06.36.3~100.71.46.38.5当试验出现其它不能正常切削的现象时,均应停止试验。9试验步骤9.1试验时应将滚刀样本进行编号、检测,并做记录。不应使用有影响使用性能缺陷的滚刀。9.2检查试坯的成分、金相组织、硬度、试坯的尺寸及公差,并做记录。9.3检查试验用滚齿机、仪器及量具的合格证,复检主要精度性能参数,并做记录。9.4试验用的试坯采取随机抽取的方式;做试验滚刀及试验顺序也采取随机方式确定。9.5检查滚齿机的空载运动参数与负载运动参数,并做记录。9.6将刀架和刀杆清理干净,当刀具装到刀架上紧固后,用分度值为0.001mm的千分表测量刀具的轴台径向圆跳动和端面圆跳动,并做记录;当试坯装到工作台上紧固后,用分度值为0.001mm的千分JB/T50190-19996表测量试坯的外圆径向圆跳动,并做记录。切完一组试坯,刀具应退回到起始点,退刀时应保证各切削刃不接触到试坯。9.7试验滚刀不应轴向窜刀;每滚完一组试坯应对所有参加切削的刀齿做一次检查,然后对磨损昀严重的左、右侧刃分别进行测量,在终止试验前,至少需要测量5次后面磨损值,并绘制出滚刀磨损曲线(纵坐标:后面磨损值VB,横坐标:切削长度L)。如果滚刀测量后再装到刀架上,应对滚刀轴台径向圆跳动和端面圆跳动重新检测。9.8有关试验结果的记录,应按统一的格式填写[见附录A(提示的附录)]。试验过程中出现异常情况应做记录;并拍摄试验终止时的刀具形貌照片。9.9必要时应做预试验。9.10在试验过程中,如果发生操作失误,机床本身运动突变或其它异常原因造成试验终止,应剔出此试验数据,重新补充进行一次试验。10验收条件本标准采用减少样本数的快速试验验收方法。该方法是滚刀寿命在遵从威布尔分布规律的条件下提出的。威布尔斜率规定为:优等品b优=2.5一等品b一=2。10.1验收依据本标准规定的验收依据为母体平均寿命,其寿命值按表6规定。表6m平均寿命滚刀模数mmm一等品优等品1~212182~3.514213.5~6.316246.3~101827滚刀寿命值按式(1)计算:L=NBzK/1000········································(1)式中:L——滚刀寿命,m;N——被切试坯数;B——试坯厚度,mm;z——试坯齿数;K——切削次数。10.2验收方法10.2.1检验方法本标准规定的验收方法是用各种检验样本的切削长度L分别与规定的切断点Lc进行比较。当L≥Lc时,接收被检样本所代表的母体;反之,拒收母体。成批滚刀平均寿命超过表6规定平均寿命的置信度标准为95%。JB/T50190-1999710.2.2验收指标滚刀寿命的验收,采用寿命的切断点Lc来衡量,其规定值见表7。验收时各试验样本都必须达到表7的规定值才能通过。表7寿命切断点Lcmm滚刀模数mmm试验样本数n一等品优等品1~2216.5723.852~3.5219.3327.823.5~6.3222.1031.796.3~10224.8635.77JB/T50190-19991附录A试验号页号试验目的:年月日委托者试验刀具试坯机床切削条件寿命判据名称材料型号滚削方式后面昀大磨损VB规格毛坯尺寸制造厂切削规范标准规定实际数值切削刃崩刃CH产品标准热处理状态切削液滚削深度表面粗糙度Ra制造厂表面名称工件每转进给量f,mm/r其它:出厂年月硬度淬透性成分切削速度υ,m/min刀具材料金相显微组织流量主轴转速n,r/min精度等级装夹精度装夹精度刀具破损实际切削长度mm工件精度实际切削长度m刀具编号径向端面切削刃昀大崩刃后面昀大磨损可否再切磨损(崩刃)值mm表面粗糙度可否再切表面粗糙度μm试验地点_______________试验时间_______________试验操作者_____________
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 rayalan
rayalan
本文标题:JB-T 50190-1999 齿轮滚刀 寿命试验方法及验收条件
链接地址:https://www.777doc.com/doc-7943423 .html