您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > BMC塑料及其成型工艺整理讲解
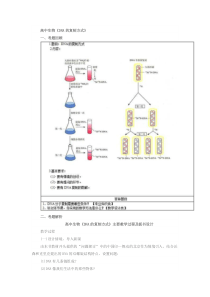
BMC材料及成型工艺BMC(bulkmoldingcompound)或DMC(doughmoldingcompound)称为团状模塑料(以前也称BT-3),和片状模塑料一样,都是短切纤维增强的热固性模塑料。如今在美国、日本和我国,通常BMC和DMC是指同一种材料,根据美国SPI的定义,BMC即为化学增稠了的DMC。具有抗冲、抗压、抗弯曲、抗拉伸,高电容量,高表面电阻,高绝缘强度,高耐电弧性,以及无毒耐腐蚀,阻燃等一系列优异的物理性能,尤其具有流动性好、模塑压力低、成型时间短、模塑温度低等优良成型特性。它在以下领域被广泛的应用:?一、电器和电子元器件:各类高低压电器开关的外壳及结构部件,化工和矿用防爆型电器零部件,电机,电磁阀整体封装,母线框,接线柱板,绝缘杆,绝缘子各种规格绝缘板材等。?二、?汽车工业:汽车壳体、保险杠,车灯架、车灯碗、后备箱等车内外制件和功能件等。?三、?仪表工业:仪表架、仪表壳,操纵杆等。?四、?民用产品:卫生洁具,装饰品、洗碗机内胆、器皿等。(66-10MW微波炉器皿专用BMC材料,无毒耐热)?五、?其他方面:电子复印机,印刷机械,办公机械的结构部件,电子计算机零件等。BMC的基本特征是:大多经化学增稠;玻纤含量在9%~25%之间比SMC(Sheetmoldingcompound的缩写,有优越的电气性能,耐腐蚀性能,质轻及工程设计容易、灵活等优点,其机械性能可以与部分金属材料相媲美,因而广泛应用于运输车辆、建筑、电子/电气等行业中。)少,故物理机械性能稍低;短切长度范围为3~25mm;填料含量大多比SMC高;物料流动性、成型工艺性及制品表观质量会比SMC好;成型薄壁、狭窄等精细复杂结构的制品突显优势。但成型条件、工序管理、缺陷对策及模具要领等都和SMC工艺相似。BMC模塑料的制备流程第一步:将配方中的液体组份和其它助剂先在高速打浆机中充分分散、搅拌制备成糊料;第二步:将配方中的粉体填料投入sigma捏合机中稍加拌和,然后将上述准备好的糊料倒入sigma机中,进行充分的捏合拌和,大致30~45分完成液~固两相的均匀混合;第三步:将配方中的短切玻纤,在开机状态下撒落在已拌匀的膏体上,大致5~8分钟强力拌和,至玻纤都被膏体包覆浸渍即可,不宜过久而折断玻纤引起降解;第四步:倾倒出料,称重分装入不透气的薄膜包装袋中,口部扎紧,常温下自然熟化3~5天即可使用。1.BMC混练用的捏合机一般采用Z形捏合机又称双臂捏合机或sigma桨叶捏合机,桨叶形状可有多种类型,两根桨叶的速比最好无公约数,浆叶外缘与室壁间隙约为5~8mm。2.BMC制品所能实现或达到的尺寸要求和几何精度及尺寸误差的累积原理项目达到的水平最小壁厚mm可控的尺寸公差(名义尺寸100以内)mm精密级的尺寸公差(名义尺寸100以内)mm平面度(500×500)mm0.8~1.2±0.03~0.05±0.01~0.020.30~0.504.BMC注射压缩成型工艺5.BMC配料价格和制品价格的计算实例车灯反射镜用本色BMC配方及原料价格组份及代号采购单价(含税)元/kg注1配方表100kg配料时的组份重量kg100kg配料时的组份价格元不饱和聚酯树脂UP16.0060phr注212.0192.00(31.50)注3低收缩、低波纹度添加22.0040phr8.0176.00(28.90)剂LS、LPA(PVAc)重质碳酸钙CaCO3(600目)0.80300phr60.048.00(7.90)高温引发剂TBPB40.001.2phr0.249.60(1.60)中温引发剂TBPO140.000.5phr0.1014.00(2.30)硬脂酸锌脱模剂ZnSt12.003.5phr0.708.40(1.40)氢氧化钙增稠剂Ca(OH)210.000.8phr0.161.60(0.30)短切玻璃纤维G.F.(6mm)10.00总量的16%16.0160.00(26.10)合计100.0609.60(100%)注1.2008年年初的大致价格;注2.phr(Partsperhundredresin)每百份树脂(液体组份)的组份;注3刮号中数据是组份价格占原料总价的比例%.上述原料合计价格一般再追加25%~40%的加工费、管理费等即为模塑料的出厂价BMC塑壳断路器压缩成型价格分析表项目250A上盖250A底座制品照片每月需求量只50005000零件净重克423770客户要求BMC之牌号、品质TetradurF4308-7035TetradurF4308-7035BMC材料的采购价元/公斤含税:12.50未税:10.68含税:12.50未税:10.68压制品投料重量克435787制品材料价格(未税)元4.658.41模具型式一模二腔一模二腔成型压机吨100100100吨压机每小时的加工费50.0050.00元/小时(包含设备折旧、电费、维修费、工资等)注1每模次制品成型周期秒240300每小时成型件数只/小时3024制品成型费用元/只1.672.08制品后整理去毛刺费用元/只0.400.80包装、检查费用元/只0.350.55工厂费用小计元/只4.65+1.67+0.40+0.35=7.078.41+2.08+0.80+0.55=11.84工厂管理及利润15%元/只1.061.78制品出厂价格元/只注2未税:8.13含税:9.51未税:13.62含税:15.94注1,随不同的工厂、批量多少、压机吨位、模具优劣等情况有较大差异;注2,本表的各种价格基本参照2008年的平均水平.压制成型工艺过程BMC模塑料的压制成型原理及其工艺过程与其他热固性塑料基本上是相同的。在压制时,将一定量的BMC模塑料放入预热的压模中,经加压、加热固化成型为所需的制品。???1、?BMC模压成型工艺特点????①浪费料量少,通常只占总用料量的2%-5%,实际的物料损耗量还取决于所成型制品的形状、尺寸及复杂程度。????②在成型过程中,BMC模塑料虽然是含有大量的玻璃纤维,但是却不会产生纤维的强烈取向,故制品的均匀性、致密性较高,而残余的内应力也较小。????③在加工过程中,由于填料和纤维很少断裂,故可以保持较高的力学性能和电性能。?????④在压制时由于其流动长度相对来说较短,故模腔的磨蚀也不严重,模具的保养成本也较低。????⑤与注射成型相比,其所采用的成型设备、模具等的投资成本较低,因此整个制品的成型成本也较低。????压制成型时,是将一定量的准备好的BMC模塑料放进已经预热的钢制压模中,然后以一定的速度闭合模具;BMC模塑料在压力下流动,并充满整个模腔;在所需要的温度、压力下保持一定的时间,待其完成了物理和化学作用过程而固化、定型并达到最佳性能时开启模具,取出制品。????BMC模塑料压制成型过程如图3.16所示。????3.压制成型前的准备工作????作为湿式预混料的BMC模塑料含有挥发性的活性单体,在使用前不要将其包装物过早拆除,否则,这些活性单体会从BMC物料中挥发出来,使物料的流动性下降,甚至造成性能下降以致报废。当然,对于已拆包而未用完的BMC模塑料,则一定要重新将其密封包装好,以便下次压制之用。?①投料量的计算和称量????一般来说,首先是要知道所压制制品的体积和密度,再加上毛刺、飞边等的损耗,然后进行投料量的计算。装料量的准确计算,对于保证制品几何尺寸的精确,防止出现缺料或由于物料过量而造成废品及材料的浪费等,都有十分直接的关系,特别是对于BMC这种成型后不可回收的热固性复合材料来说,对于节省材料、降低成本,更具有重要的实际意义。????实际上,由于模压制品的形状和结构比较复杂,其体积的计算既繁复亦不一定精确,因此装料量往往都是采用估算的方法。对于自动操作的机台,其加料量可控制在总用料量的土1.5%以内,而达到5%或超过此数量时,则肯定会在模具的合模面上出现飞边。这薄薄的一层超量的物料在加热状态的高模温作用下,会迅速地固化而形成飞边。????估算装料量的方法有许多。如有所谓“形状、尺寸简单估算法”、“密度比较法”和“注型比较法”等。????用上述方法估算出基本的装料量后,并进行几次的试压,就可以比较准确地得出BMC模塑料压制成型的装投料量。????②模具的预热????BMC模塑料是热固性增强塑料的一种,对于热固性塑料来说,在进行成型之前首先应将模具预热至所需要的温度,此实际温度与所压制的BMC模塑料的种类、配方、制品的形状及壁厚、所用成型设备和操作环境等都有关系。应注意的是,在模温未达设定值并均匀时,不要向模腔中投料。????③嵌件的安放????为了提高模压制品连接部位的强度或使其能构成导电通路等目的,往往需要在制品中安放嵌件。当需要设置嵌件时,则在装料、压制前应先将所用的嵌件在模腔中安放好。嵌件应符合设计要求,如果是金属嵌件,在使用前还需要进行清洗。对于较大的金属嵌件,在安放之前还需要对其进行加温预热,以防止由于物料与金属之间的收缩差异太大而造成破裂等缺陷。在同一模腔中,如安放有不同类型、不同规格的嵌件,还应认真的检查嵌件的安放情况。嵌件的错位不但会产生废品,更严重的是有可能损坏型腔。总之嵌件应安放到位、准确并紧固可靠。????④脱模剂的涂刷????对于BMC模塑料的压制成型来说,由于在其配制时已在组分中加有足够的内脱模剂,再加上开模后制件会冷却收缩而较易取出,因此一般不需再涂刷外脱模剂。然而,由于BMC物料具有很好的流动性,模压时有可能渗入到构成型腔的成型零件连接面的间隙里,而使脱模困难,故对新制造或长期使用的模具,在合模前或在清模后,给模腔涂刷一些外脱模剂也是有好处的。所用的外脱模剂一般是石蜡或硬脂酸锌。????⑤装模????在BMC模塑料的压制成型中,装模操作是否得当、合理是很值得注意的,这不但会影响物料压制时在模腔中的流动,亦会影响到制品的质量,特别是对于形状和结构都比较复杂的制品的成型。因此,如何将BMC模塑料合理地投放到压模中,是一个十分重要的问题。????在大多数情况下,是用人工将压实而且质量与制品相近的整块(团)BMc物料投放到压模型腔的中心位置上。但有时,也可以特地将物料投放到在压制时可能会出现滞留的地方,如凸台、型芯和凹槽这些地方。最不好的方法是将BMC模塑料分成若干块而投放到模腔中,因在压制中,当分成块的物料流到会合点时可能会出现熔接线,使制品在此处出现强度的“薄弱环节”,如图3.17(b)所示。????一般来说,装模操作时还应考虑以下几个问题。????△所投放的BMC模塑料的温度一般应在15℃以上。????△应根据压制时能获得最短的流动路径来选择投放物料的位置,最好是保证物料能同时到达模腔的各个角落:对于有可能出现物料滞留或“死角”的地方,可预先在该处投放物料。?△应尽可能使投放的物料均匀分布。????△因通用BMC模压料在150℃时所需的固化时间还不到lmin/mm,因此投料应迅速。如使用手工称量物料,由于速度较慢而不利于生产效率的提高,因此,在压制较小的制品时,最好是采用有共用加料室的模具。????△对于形状比较复杂的制品,可先将物料预压成与制品相似的坯块,这样可以避免压制出的制品在凸出的部位上出现缺料或产生熔接线等问题。????△为便于投料和贮存,在配制BMC模塑料时,一般都把其挤压成条状或团块状。切忌将物料松散的投满模腔,这不利于压制时顺利的将气体排出、减少制品起泡。如用条状料进行模压时,应采用垂直加料的方式,这可得到各个方向都具有相同强度和收缩均匀的模压制品。????4.压制????(1)闭模、加压加热和固化????当完成向模腔内投料以后,则进行闭模压制。由于BMC模压料的固化速度非常快,而且为了缩短成型周期,防止物料出现过早固化(局部的过早固化会影响到压制物料的流动),在阳模未触及物料前,应尽量加快闭模速度;而当模具闭合到与物料接触时为避免出现高压对物料和嵌件等的冲击,并能更充分的排除模腔中的空气,此时应放慢闭模速度。?????(2)开模及脱模(顶出制品)?????当制品完全固化后,为减少成型周期,应马上开模并脱出制品。如果制品的形状比
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 刀客8888
刀客8888
本文标题:BMC塑料及其成型工艺整理讲解
链接地址:https://www.777doc.com/doc-8133235 .html