您好,欢迎访问三七文档
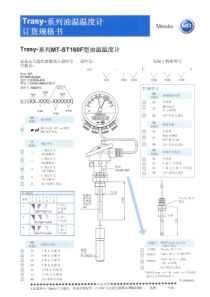
11用途及主要规格1.1用途该机适用于75mm以下纤维的纯纺与混纺,在纺纱工艺流程中,位于梳棉工序之后。梳棉纤维条经过本机的合并与牵伸,能够提高纤维条长片段均匀度、纤维的伸直度及平行度,使不同品质纤维的混合更趋均匀。为获得良好质量的细纱创造必要的条件。该机效率高,安全装置完善,在最高输出速度600m/min时,也能顺利地工作。1.2主要规格机器长度2490mm机器宽度1000mm机器高度(地面上装配高度)1799mm设备总重量2000Kg牵伸部分的构成5上4下附压力棒总牵伸倍数范围4~14眼数2眼距700mm输出条筒尺寸(直径×高度)350mm×1100mm,350mm×900mm400mm×1100mm,400mm×900mm500mm×1100mm最高输出速度600m/min圈条形式大圈条喂入形式积极驱动型并条根数6~8根自停装置光电管及限位开关2清洁上清洁采用两段欧门式积极回转绒套及清洁梳(可特订擦辊式)下清洁为摆动丁晴刮圈自动换筒装置链条传动后进前出式主电机(附电磁制动器)7.5kW×4P自动换筒电机(附电磁制动器)0.2kW×4P风机电机1.7kW×2P32主要结构及特点本机由机架、外罩、车头、车尾箱、牵伸系统、导条架、自动换筒装置、圈条器、上下清洁装置及电气控制箱等组成。整机外罩封闭,各开启的门罩处均设有停车开关,牵伸系统布置合理,清洁吸风量大,操作安全、质量可靠、效率高。2.1机架车面与左右支架连接,车头、车尾箱及牵伸部分均安装在强度高、刚性好的车面上。整个机架牢固、稳定,使机器在运转时能保持良好的工作状态。2.2牵伸2.2.1牵伸形式采用五上四下附压力棒的双区曲线牵伸。棉条先经过后区预牵伸后进入中区,再进入前区进行牵伸,后区牵伸倍数小,中区为1.018倍的固定值,前区为主牵伸区。图2-12.2.2压力棒压力棒是一种附加摩擦力界机构,已被各型高速并条机普遍采用,在主牵伸区内起加强控制浮游纤维的作用,从而有利于提高牵伸质量。压力棒的支架活套于第二上罗拉(胶辊)的轴套上,故压力棒与上罗拉间距保持不变,利用上罗拉相对于下罗拉中心的前后移动,来调节压力棒包围角、反包围弧长度、浮游区长度及握持区长度,以适纺各类纤维。2.2.3上下罗拉均采用滚针轴承,运转平稳,并装有油嘴,定期注油,延长保全周期。上罗拉采用丁晴橡胶直接包胶,硫化工艺,胶4套与芯子结合牢固,不易变形,经久耐用,且具有良好的吸湿性、放湿性和抗静电性及良好的耐磨性和弹性。2.3.1摇架采用弹簧加压,弹簧的压力设计为定值,质量稳定,寿命长。颜色和压力关系颜色黑色红色兰色压力392N294N196N位置三,四上罗拉一,二上罗拉导向辊2.4集束装置采用导向辊和集束器,使牵伸后的纤维网顺利输入压缩喇叭口,消除气流冲击和喇叭口附近飞花集聚,制成光洁、紧密的纤维条,且不易产生粘条现象。2.5压辊压辊由前后压辊组成,其厚度有5、6、8三种尺寸,以适应不同的出条重量。后压辊固定,前压辊可前后摆动,通过加压盒加压,调换压头和弹簧,可获得三种不同压力,当绕花时,前压辊向前摆动,压头前移一定距离时即可把加压盒压力去掉,当前压辊摆动到极限位置时,通过光电开关使机器停车。2.6圈条成形机构采用悬挂式中心滚珠轴承支承圈条盘,并采用同步齿形带传动,运动平稳,噪音小。2.7清洁装置上清洁采用两分割欧门式积极回转绒套式清洁装置,上罗拉表面粘附的短绒、飞花由间歇回转的绒套粘附向上带走,再经往复运动的上清洁梳梳下后由上吸口吸走,分段回转绒套之间的缺口,有利于通风清除压力棒上堆积的飞花。下清洁采用摆动的丁晴刮圈。飞花、短绒由上、下吸风口进入吸棉箱,在吸棉箱的过滤网上装有刮板,将堆积于过滤网上的飞花刮下,落入废棉收集箱内,以便定时清除。2.8传动机构(见图2--2)主电机经后压辊轴由车头箱传递给前罗拉和四罗拉,由车头箱经后传动轴再通过车尾箱传递给二、三罗拉。牵伸传动齿轮分布于车头5车尾两箱内,全部为斜齿轮。车头、车尾箱均为封闭的油浴齿轮箱,运转平稳,噪音小。其他传动部分的齿轮、蜗轮蜗杆减速器也安装于封闭的变速箱内,高速回转部分均采用滚动轴承,适应高速,便于保养。2.9喂入机构采用沟槽罗拉、积极驱动,顺向喂入方式,机构简单,看管维护方便,导条平稳不积飞花,不易滑脱和产生意外牵伸。导条架上设有光电自停装置,可防止喂入缺条。2.10自动换筒装置该装置是实现换筒自动化的机构。链式传动,后进前出,结构简单,动作准确,断条可靠,既提高了生产效率,又减轻了操作人员的劳动强度。2.11整机特点整机效率高,机械零件加工精良,传动线路简练。各处另部件都针对高速,可靠运转进行了优化设计。例如:车头,车尾箱内各齿轮均采用优质合金钢,轮齿均为磨齿加工。保证了传动精确,同时降低了噪音。各高速运转部件采用间隙密封,降低了机械磨损和发热。673机器的调整3.1.1罗拉隔距设置图3--1隔距的设置取决于纤维长度,其值粗略计算如下:Lf=纤维有效长度或化学纤维公称长度前罗拉和第二罗拉的中心距:L1=Lf+(4~8)mm第二和第三罗拉的中心距:L2=Lf+(3~5)mm第三和第四罗拉的中心距:L3=Lf+(9~14)mm※在混纺时,Lf为较长的纤维长度。3.1.2罗拉隔距调整1)取下所有胶辊并放于安全地方,防止滚落损坏。2)放松罗拉上方安全盖的紧固螺钉(见图3--2)3)将车尾箱内传动二三罗拉的过桥齿轮脱开;4)松开第二三后罗拉托架的固定螺钉A,如图3--3所示;5)松开罗拉墙板和三罗拉支架上的螺钉A和D,如图3--4所示;6)松开后罗拉齿形带的涨紧轮,如图3--5;a)稍松螺母A;b)转动D和E;c)齿轮B随D、E转动;d)齿轮B在齿条C上滚动;e)涨紧轮上下移动,以调节齿形带的张力。7)调整罗拉隔距的操作顺序按前区、中区、后区;88)紧固墙板及罗拉支架等的螺钉;调好车尾箱中齿轮并固定9)调整后罗拉齿形带涨力;安装好胶辊。图3-2图3-39图3-4图3-5103.1.3压力的棒设置和调整⑴压力棒位置确定根据纤维的类型,总牵伸倍数为6~9时,压力棒的位置与后区牵伸范围可参考下表纤维品种压力棒前移(mm)后区牵伸倍数普梳棉2~3.51.3~1.7精梳棉2~31.25~1.5合成纤维01.3~1.75⑵压力棒位置调整(见图3--3)用调整罗拉盖上的胶辊支架前后位置的方法调整压力棒位置,因压力棒由第二胶辊和压力棒支架相连,其调整距离P:-4.5(向前调),+4.5(向后调)EFD=E+P-15EFD=E+P-15式中:D---测量尺寸E---下罗拉中心距F---胶辊中心距P---压力棒位移量15---盖子槽宽注:压力棒调整方向及其值大小对棉条条干质量影响很大,应由使用单位试验后确定。3.1.4摇架的调整⑴当隔距和压力棒位置调整好后,需调整摇架压头位置,使压头中心通过胶辊轴承套中心,以保证压力稳定可靠。⑵正常情况下,加压摇架中,压簧顶部的调节螺钉与摇架盖之间保持一定的间隙“C”,(见图3-6)当任何一个罗拉发生缠绕时,直径增加,调节螺钉向上顶起,推动摇架盖向上运动,传感器与微动开关分离,开关打开,机器停止。11图3-6间隙“C”的推荐值见下表⑶摇架弹簧的更换1)使上罗拉处于加压状态;2)拆掉调整螺钉⑧和锁紧螺母⑨;3)逐渐使摇臂④释压;4)拆下加压轴⑦和弹簧11;5)把新弹簧装在导套上,再将加压轴装入导套内;6)使摇臂处于加压状态;7)重新装调节螺钉⑧、锁紧螺母⑨和导套锁紧螺母⑩,注意调节间隙C;8)恢复和调节绕花自停装置,并检查其动作是否正常。注意:弹簧拆下后,应保证同支皮辊两端弹簧保持原位置。12⑷压力棒加压弹簧的调整松开弹簧固定螺母,移动压力棒弹簧,使其端部处于压力棒支座尖部4mm处,再紧固弹簧固定螺母。3.1.5压辊的调整⑴左右方向调整前压辊的定位块放于上支板上的定位块中,当前后压辊端面不平齐时,松开上支板上定位块的固定螺钉,调整左右位置,保持前后压辊端面平齐后,将螺钉紧固⑵前后方向调整前压辊定位块放于上支板上的定位块中,通过加压盒加压后,前后压辊外圆间距离为0.2mm,调整时松开紧定螺钉的锁紧螺母,调整紧钉螺钉,保证前后压辊外圆间距离,调整后锁紧螺母13⑶压头和压力弹簧更换松开压头上的螺母,更换压头和压力弹簧,可改变前后压辊间的压力⑷前后压辊轮的更换喇叭口直径变化时,前后压辊轮宽度也需要变化,则需更换前后压辊轮,松开前后压辊轮固定螺钉即可更换前压辊轮,更换后压辊应先取下前支架上块和后块,再取下后压辊轴进行更换。喇叭口直径与前后压辊轮宽度见下表3.2圈条,换筒系统的调整3.2.1换筒的调整在自动换筒过程中,棉条筒的停止位置可通过调整限位开关支座进行。调整推杆的位置,当棉条筒的中心达到转盘的中心时,使14棉条筒的外圈与推杆之间约为3mm的距离。3.2.2摩擦离合器的调整为了防止由于换筒装置机构卡死或棉条装的过多等原因产生过载而损坏有关机件,所以在换筒电机上装有摩擦离合器,通过调整螺母调节离合器摩擦力矩的大小,使其置于换筒机构能够自动换筒的限度内。3.2.3圈条的调整输出棉条在筒内圈绕应层次分明,互不粘连,铺放平坦而不曲折,气孔正直并贯穿全高,棉条与筒壁间隙大小合适。间隙过大或过小都会发生起绒、拉毛、不匀等现象。间隙的大小通过偏心的调整实现。间隙大小合适间隙大小不合适153.3清洁,吸风系统的调整3.3.1空气流量的调整如图示,松开排风道侧面的螺钉,如图中箭头所示,向上空气体积增加,向下空气体积减少,调整完毕,拧紧螺钉。(此处调整为整机风量)3.3.2上吸风口的调整打开罗拉盖,松开圆螺母①,螺母①向里移动,上吸风口风量增大,螺母①向外移动,上吸风口风量减少,调整合适后,锁紧螺母①。3.3.3下吸风口的调整移去左右下吸风箱,如图所示,松开螺母①,向前移动隔板②,风量减小,向后移动风量增大。1617184.日常维护与保养192021225常见故障及排除⑴输出棉条打折故障表现为输出棉条在筒内的排列不整齐,用打折,弯曲,堆叠的现象。但达不道乱条的程度。故障原因:⒈圈条管不光滑,有棉腊,污物,锈蚀。⒉圈条管压辊和圈条盘之间张力不足。解决办法:⒈打磨圈条管。⒉增大张力,见3.1.1。⑵成纱纱疵较多故障原因:清洁系统调整不好。解决办法:⒈调整清洁绒布应与皮辊接触,梳子与清洁绒布角度应合适。下清洁器应与罗拉接触。⒉清洁落棉筛网,检查吸风通道。保证吸风顺畅。⑶罗拉的装配平车或更换轴承时对罗拉的装配应注意:1.罗拉的松开时应用力均匀。旋紧时应能用手顺利旋入,至底部后方用扳手紧固。2.校直后应保证以轴承为基准,罗拉外圆,端头跳动符合要求。3.后罗拉靠近传动皮带一侧的罗拉支架的加强座应紧固。⑷输出棉条纤维弯钩原因及解决办法:牵伸棉网很薄,在集束过程中,由于集束器表面质量不佳和集束器工作面不理想,摩擦阻力较大,造成棉条中部份纤维运动速度变慢形成纤维打折。当部分纤维束断开后在摩擦力和气流的双重作用下产生弯钩。采取措施为棉条在进入牵伸区时尽量靠拢,只要能牵伸开,其宽度越小越好,这样牵伸后的棉网相对较厚,其两边的纤维在集束过程中不易受摩擦力和气流干扰形成弯钩或打折。另外,要定期清除集束器工作面上、喇叭口内孔中和喇叭口工作面、圈条导管内孔和圈条盘端面上的棉蜡。因表面粘附棉蜡后,其摩擦阻力增加较多,会造成弯钩。B.圈条导管和圈条盘工作面的粗糙度对棉条外表面有无弯钩影响很大。因表面若不光滑或粘附有棉蜡,其摩擦阻力会增大,造成棉条外表面纤维弯钩。所以有了好的表面质量还必须定期清除棉蜡。C.经试验证明集束器的安装角度对弯钩影响很大。其他条件都具备了,集束器安装角度不理想,仍然会产生弯钩。当然与棉条出条速度、所纺纤维等因素有关。其安装角度测量较麻烦,可以通过23测量集束器上喇叭下端面到喇叭口上端面尺寸A来调节。A值不是一个常数,因除受出条速度和所纺纤维等因素影响外,仍受各零件制造误差影响,所以A值为3.5mm左右,通过实验确定一个最佳值。A值可利用内六角扳手或专用垫板来调节。●A喇叭口●喇叭口
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 zwfisme
zwfisme
本文标题:FA313培训教材
链接地址:https://www.777doc.com/doc-958073 .html