您好,欢迎访问三七文档
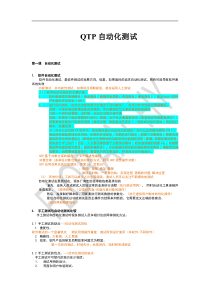
425130011001010101101000101001011GX6操作培训•培训内容:•机器概要、生产准备•程序编缉(基板数据,贴片数据及视校方法等)•程序编缉(程序的优化,吸取数据的视校,部品的视校)•生产,图像数据部分•机器的维护保养•Hlc、FlexlineCAD等编程软件的说明•培训时间:•上午9:30~12:00•下午13:00~18:00425130011001010101101000101001011有关部品定位方式的说明•镭射:Laser•概述:Lase用于部品的识别和定位。即对部品外形尺寸进行测定并对吸取偏差进行补偿、修正。•Laser:主要是用于CHIP(0603、1005、1608SOT,小型SOP)等部品的贴装。•图像识别系统(VCS)•概述:VCS可以识别引脚部品引脚尺寸及引脚间距、球形部品的锡球大小及间距。425130011001010101101000101001011Laser识别小形引脚部品的说明•Laser识别引脚部品的要求1.Size:33.5mmx33.5mm2.引脚间距Pitch0.65mm以上,此时速度优先。•原因:laser只能识别部品外形。pitch0.65mm的引脚容易变形,但laser不能识别。•图像识别:VCS•精度优先•VCS识别范围(pitch值):•标准:0.38~2.54mm•选配高精度:0.2~2.54(0.2~0.4mm)425130011001010101101000101001011生产程序的构成•基板数据•贴片数据•元件数据•吸取数据•图像数据425130011001010101101000101001011非矩阵板的制作说明•基板设计偏移量:以基板原点为座标原点来看基板端点的位置(座标).基板原点是由编程者决定的.基板端点(外形基准位置)则是由机器的前后基准和传输方向决定的.425130011001010101101000101001011非矩阵板的制作说明电路设计偏移量:从基准电路的电路原点看基准电路左下角的座标.电路原点是由编程者决定的.恒定,与基板流动方向无关425130011001010101101000101001011基板高度的说明•基板高度是从传输基准面到基板上表面的高度.不使用治具时,值为0.治具托盘PWB基板表面高度+tpwb基板表面高度-t425130011001010101101000101001011基板厚度的说明•基板厚度:该值用于决定基板定心时支撑台上升高度.•无托盘治具时,基板厚度即为基板实际厚度.•有托盘治具时:治具托盘PWB基板厚度425130011001010101101000101001011Feeder常用型号•CF03HP0603CHIP专用•CF05HP1005CHIP专用•CF081P•CF081EPITCH=2mm8mm料带宽物料用PITCH=4mm425130011001010101101000101001011JUKI程序编辑流程•DATA完成•DATA整合性Check•部品供给数据指定•最优化•Feederset(teaching)•部品测定•最优化(二次)•生产425130011001010101101000101001011优化的说明425130011001010101101000101001011吸嘴分布优化顺序的吸嘴排列机器设置固定吸嘴的排列。如果选中固定数目,优化完后则不显示优化顺序的吸嘴排列425130011001010101101000101001011优化的说明二次优化时选择该选项425130011001010101101000101001011优化的说明指定配置Feeder的区域.。425130011001010101101000101001011优化的说明选择贴片中间点,则供料器的配置都向中间点3靠近。12345选择贴片平均点,则供料器的配置都向(x1+x2+x3+x4+x5)/`2这点靠近。12345425130011001010101101000101001011优化的说明特别说明:此处仅是对优化后贴片数据的表现形式的一个设定。和贴片的速度没有任何关系。425130011001010101101000101001011优化的说明通常选择基板优化,可以加快生产速度。425130011001010101101000101001011优化的说明AAABBBABABAB425130011001010101101000101001011优化的说明优化时,自动考虑元件高度(Layer)。425130011001010101101000101001011图像数据的制作(引脚元件)输入引脚中心到引却中心的距离.425130011001010101101000101001011引脚元件欠脚数的说明逆时针方向输入引脚欠缺数425130011001010101101000101001011元件数据的制作(球形部品)425130011001010101101000101001011元件数据的制作(球形元件)外周球是指只识别外周的球,现在的机型一般不使用了!425130011001010101101000101001011球形部品的编缉425130011001010101101000101001011自动吸取画面425130011001010101101000101001011自动示校功能R系列的自动视校只适合包装方式为纸带的8mmFeeder供料的部品。KE2080不仅有上面的功能,而且可以对MTC供料的部品进行吸取位置的自动示校。在选中这个功能后,首次生产托盘元件及元件数量变更后首次拉出托盘都会执行自动示校。425130011001010101101000101001011吸取偏移可以在正常的吸取位置吸取特殊部品,不能在正常吸取位置吸取。425130011001010101101000101001011吸取偏移如果在此处入相应的值,则会更改相应部品站位的初始座标。但吸取坐标如果已经视校完毕,则不会对吸取坐标进行改变。425130011001010101101000101001011元件废弃的说明当元件尺寸的短边超过33.5mm的元件尺寸选择了BOX时,则按元件保护进行废弃。425130011001010101101000101001011MTC超慢速的设定增加超慢选项(MTC选配功能.)快2120%快100%中75%慢50%超慢10%425130011001010101101000101001011吸取位置偏差使用此项功能,可以吸嘴中心为准,检测元件中心的偏差是否超过判定值。425130011001010101101000101001011检查速度通过模拟动作,对元件的吸取、识别、贴装时的XYθ偏移值进行检查,以判断生产程序的速度是否适宜。完成检查后,点击确认,可以把结果保存到部品数据里.425130011001010101101000101001011ATC吸嘴配置425130011001010101101000101001011MTS装配位置偏差该高度校正值,将反映到生产MTS元件时,吸取动作的Z轴吸取高度上。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 yunzhu2008
yunzhu2008
本文标题:GX6操作培训材料
链接地址:https://www.777doc.com/doc-958468 .html