您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 咨询培训 > 保全培训资料之锉刀作业
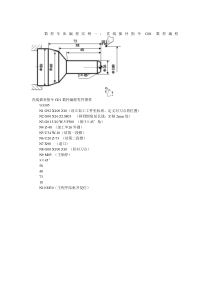
1、2 锉刀作業講座時間:1H 锉刀作業是指使用锉刀这种手工具、进行打毛刺面的精加工、機械加工面的かえり与り、倒角和微細加工、偶尔也作精密冶工具和规尺類的調整作業的作業。1锉刀作業用工具1.1 锉刀 锉刀是在炭素工具鋼上刻上印痕、使用热处理过的东西。另外、也有用铬(Cr)鋼制的。任何一种都非常硬,要淬火,因为很脆,不能打击。 锉刀種類,有鉄鋼锉刀、组合锉刀、刃锉刀、製材的子锉刀。(1)鉄鋼锉刀 鉄鋼锉刀使用于手工精饰金属。材質主要是炭素工具鋼、硬度规定要石棉C等级62以上。 锉刀各部的名称如图2-1所示、此图是平锉刀。 锉刀根据断面形状、尺寸、印痕的刻法、粗细、及輪郭,分别用在不同地方。 ①锉刀形状 - 锉刀形状由断面形状表示、一般多使用平、角、三角、圆、半圆(甲丸)5種 其他有两甲圆、刀刃、刀棱形等。(图2-2参照) ②尺寸 - 锉刀的称呼尺寸通常间隔50㎜,有从100㎜到400㎜的7種類。(表2-1参照)表2-1 鉄工锉刀形状及尺寸形状 平 形 半丸(甲丸)形丸形角形三角形 称呼尺寸 mm(寸)宽厚宽厚径辺辺 100 (4)113.5113.5449 150 (6)16。
2、41656612 200 (8)2152168815 250 (10)256257101017 300 (12)307308.512.512.520 350 (14)3483410151522 400 (16)3693611181825 ③印痕的刻法 - 锉刀的印痕根据刻法分为単目、複目、三段目、波目、及鬼目(石目)5種類 。(图2-3参照)ー1ー 1)単目锉刀 : 也叫折痕锉刀。将印痕相对中心線65°~80°倾斜。非常锋利 且没有锉刀痕,用于鉛、锡、铝等的軟質金属的精饰、和薄鋼板边縁精饰 2)複目锉刀 : 也叫綾目锉刀,是一般鉄工,使用的最多。有上印痕和下印痕, 先刻的是下印痕、后刻的是上印痕。下印痕从左上到右下、40°~50°傾斜、 刻的稍稍深、上印痕从右上到左下、70°~80°傾斜,稍稍刻的浅。 上印痕主要进行切削作業、下印痕排除削屑。 也适合一般的金属加工、硬質金属切削。 3)三段目锉刀 : 一般不怎么使用、往返的同时也可以切削、用于锉锯齿 4)波目锉刀 : 铣刀刻的刀、因呈波形所以这样称呼。一个方向的痕切削不堵塞 且切削力很大、所以用于軟質金属、塑料、木材等的加。
3、工。 5)鬼目锉刀 : 也叫石目或山葵锉刀、是用冲床刻印痕的、不能加工鉄鋼等 、但适合軟質金属、木材、硬化纸板等的粗削。 ④刻痕的粗细 - 锉刀刻痕的粗细(大小)是每単位长度的刻痕的数。単位長度是25mm,用这其间 所有的刻痕数表示。粗细種類有荒目、中目、細目、油目4種類,荒目用于粗精饰、中 目用于中精饰、細目用于精饰作業。油目是带油作業主要用于上精飾 刻痕的粗细根据锉刀的大小(长度)分類、有时短锉刀的荒目和長锉刀細目相当 ⑤锉刀輪郭 - 一般所使用的锉刀、断面形状近柄的根部宽、厚都较 大、越往尖端尺寸渐渐变小。这种形状的东西也叫尖細锉刀、一 般手精饰作業所使用的锉刀皆是此类。相对的,断面形状一様的锉刀叫平行锉刀 主要安装在锉刀盤使用。(2)组合锉刀 主要用于機器的細部分的精饰調整的複目锉刀、是将断面形状不同的锉刀組合 的、制定有5本組、8本組、10本組、12本組的4種類。组合锉刀的材質是合金工具鋼 或同等以上的东西、硬度跟鉄工锉刀相同。図2-4组合锉刀図2-3锉刀痕的刻法ー2ー(3)其他的锉刀図2-5 ①刃锉刀 -如图2-5所示形状的锉刀刃锉刀主要用于锯的目立て用に製材的子锉。
4、刀 ②製材的子锉刀 ー 主要用于木材有平形和三角形2種類(4)锉刀的锋利和寿命 锉刀在刻痕是新的时候很锋利、在使用的过程中刻痕有摩耗、有缺口,渐渐变钝。 用于硬金属加工摩耗很快、所以先从軟金属开始使用是让锉刀经久耐用的 一个手段。 加工鋳鉄黒皮时,先用砂轮机或錾子打毛刺,黒皮部分削除之后, 再用进行锉刀作業较好。加工硬材料时,变成荒目,削量太多,摩耗太快早, 使用中目较好。 锉刀的刃里切屑堆积、切削力下降、容易咬住精饰面或刀刃容易损坏。 切屑用钢丝刷小心除去。这時刷子要朝上目的方向。为防止刻痕堵塞, 也有用白ぼく和木炭插入刃面的方法。(5)锉刀柄 鉄工锉刀在叉木的部分安上柄使用。銼刀的柄根据銼刀的大小、使用大(137mm) 中(125mm)、小(100㎜)的一种。 柄如図2-6所示,与銼刀本体呈一直線図2-6 銼刀与柄 安装。 柄的安装是将銼刀部分用手保持、用 锤子轻轻敲打、或是利用锉刀的自重,将锉刀头部在桌上轻轻敲打.柄要确实的安装上去,使用的时候不能松动.1.2 銼刀作業用虎钳 銼刀作業保持工作物多使用箱虎钳、其他也使用安装虎钳、弓形虎钳、 手虎钳、平行夹钳等。 。
5、安装虎钳按如图2-7所示構造 簡単的安装在作業台上、使用于小物作業等. 手虎钳用蝶螺丝固定工作物、单 手持着进行作業。小物 専用。 弓形虎钳、平行夹钳用于薄物的工 作物重叠重紧捆.图2-7取付万力と平行クランー3ー 用弓形虎钳、平行夹钳紧固的 工作物一般是用箱虎钳咬住作業.1.3布銼刀 是将研磨材用接着剤粘在布或紙上的东西、用于精饰面的研削加工.有薄板状的、唱片状的、带状的。 研削砥粒的人工研削材有溶融矾土、炭化硅素。 手作業使用的是薄板状的布銼刀、通常是使用細的。平面加工时按图2-8的那样放在平板上加工、宽面时用手指压着或用挡板压着加工、圆的部分的加工如图2-9的那样,外周时用手指往下拉这样往返、内径的时候卷在圆筒桑加工。用布銼刀进行面的加工作業叫纸带作業、或叫加纸带。 在研磨紙布上使用的砥粒的大小用网眼号表示、使用16号到40号的东西。2. 銼刀作業2.1銼刀基本作業(1)鉄工銼刀的拿法 将柄的断部抵住右手的手掌、大指从上,其他的手指全部从下,轻轻的抓住柄。左手的中指与无名指放在銼刀的下側、其他的手指轻轻弯曲、用手掌的根部压住銼刀的上側。(图2-10)(2)足的位置 右手持銼。
6、刀、正对工作物、弯曲右手肘将銼刀水平、先端放在工作物上,纠正姿勢。然后半侧身体向右、再左足向前約半歩~1歩左右、右肘在侧腹位置,将銼刀的先端放在工作物上、调整脚的位置使銼刀、右腕呈水平。根据工作物的高度、作業者的身高,適当的调整脚的位置。且,这个形状是使銼刀直進的作業姿勢、所以锉銼刀的角度变化,脚的位置也必须变化。(図2-11)图2-8平面加工图2-9圆的内外周加工図2-11脚的站法図2-10銼刀的拿法ー4ー(3)姿勢与動作 銼刀作業的基本動作不仅是使用手腕、更重要的是使用整个身体。特别是粗精饰的时候要将体重全部加在銼刀上。 按前述的足的位置、右肘不要离开侧腹、在左脚弯曲的同時、上体向前倒、将銼刀水平的向前方推出。銼刀要推到切刃的末端。收回銼刀时,撤掉力、身体一边起来一边将銼刀从工作物上提起、回到原来的姿勢に。这时要注意不要将銼刀提的很高,或绕弯回来。銼刀的往返回数一般用尺寸300~350mm左右的东西1分钟往返30~40回左右。 用在銼刀上的力根据銼刀的位置变化。其状態如图2-12所示。要点是在加工面上加平均的力、为使銼刀水平移動的力的分配。2.2組銼刀的使用方法 組銼刀多使用于小件。
7、的工作物、窄部分的精饰等一般精饰量少的地方(1)組銼刀的拿法 組銼刀是将柄的部分平放入右手掌,把食指附带在上面、用剩余的手指抓住.。把食指压在上面的原因是为了在加切削力的同時感受锋利感。 通常只是单手腕手的作業、所以也有加左手、提高切削圧的使用方法。(2)組銼刀的使用方法 平面加工时,将工作物安装在虎钳里、水平的往返銼刀。 小件工作物的銼刀作业时将工作物放在左手、右手拿組合銼刀、虎钳,再加上基準的挡板进行加工。如図2-131例所示。图2-12锉刀位置和力的分配(与到工作物的距離反比例)図2-13组合锉刀的使用方法ー5ー2.3平面的銼刀精饰(1)銼刀的锉法 平面桫銼刀有直進锉与斜進锉。直進锉是指锉刀对直工作物锉的方法、銼刀的最終精饰就是用这种方法。斜進锉是指锉刀斜对工作物前進的方法。切削量很大,且有特長,多用于粗削。且工作物的倒角作業几乎都用这种方法。其他主要有为了目视的横進锉(図2-14参照)絵を入れる(2)目视 在完成面弄上銼刀痕叫目视。一般是在较長手方向弄上纵痕目。細長面的目视使用図2-14的横進锉。(3)一般的平面精饰 ①一般的注意 ー 平面的銼刀精饰最要注意的是銼刀的移动。特别。
8、注意銼刀在水平 往返。刀尖的力与握柄的腕力的增減很重要。 力过了,銼刀会如図2-15所示画弧线,端部出现塌边。 鋳物的黒皮和鋼材的溶断面等非常硬,所以用砂轮机或錾子加工后再用銼刀锉図2-14平面锉锉刀図2-15锉锉刀的方向和塌边ー6ー ②加工量多的时候的銼刀作業 -如図2-16(a)所示,在加工部位画上线、倒角到这条线, ,以此为基准用銼刀粗削。精饰面很宽的时候,改变锉銼刀的方向 、銼刀的当面很窄的话,作業比较轻松。(図2-16(b)参照) 平面的銼刀作業要不时用直定規检查面的平坦度。(図2-17参照) 为更正确知道平坦度使用光明丹看贴和情况。平面锉銼刀时,大体有呈中 高的傾向。这时,使用銼刀的有弯曲的面、将左手指压在上面锉銼刀 。(図2-18参照) ③精度较好面的精饰 - 精度高的面的銼刀精饰,先用中目銼刀大体的精饰平面 然后,細目用銼刀边看贴合边精饰,最后用油与石头最終精饰。 贴法 : 将光明丹薄薄的涂在基準定盤、重叠在銼刀精饰过的面上、从上面轻轻压 前後移動、定盤的光明丹就红红的留在銼刀精饰面的较高部分。粘有光明丹的地方 就是贴合的地方。 用左手从上压銼刀、红的地方用。
9、銼刀削掉。反复数次、贴合面就跟 锉刀面全体平均了。往基準定盤(也叫摩擦定盤)涂光明丹、在最 終精饰段階要非常薄。这个方法叫红贴合、进行更精密面精饰时、 往工作物方向薄薄的涂光明丹、与干净擦拭过的基準定盤重叠摩擦、把工作物的高 部位的光明丹取掉,在低部位留下红斑点、把高部位磨的乌黑发亮。这次将研磨发亮 的部位削掉。这个方法叫研磨发亮。(b)図2-16加工量多的锉刀作業直定規図2-17平坦度的確認図2-18锉刀的弯曲面ー7ー 主要用研磨工具进行摩擦作業。 调查平面的完成情况,除用挡块外, 、也用刀的边缘(光線定規)挡着,根据光線的透過 用间隙来判断。 面精度较好的加工,銼刀的選択也很重要 。有扭曲或弯曲的东西、避免用比精饰面 明显还細的銼刀、使用最終精饰 相同的銼刀、使銼刀目一致也非常重要2.4 特別地方的平面精饰(1)直角面的精饰 如図2-20所示、将完成面放在定盤上,在正直台的側面涂上光明丹、一边把工作物的加工面压在定盤上,一边让加工面与正直台摩擦。 正直台的光明丹成红贴合在工作物的加工面,然后进行銼刀精饰。 直角度的検査是在定盤上如図2-21所示,抵在直角尺(直角定規)上、用塞尺。
10、検査、或通过透過光線判断、若有间隙就要修正。(2)角隅、角的精饰 角隅、角的的精饰先将用角銼刀粗精饰过的东西用平銼刀、三角銼刀、半丸銼刀精饰。 粗削是依靠画線,留出精饰量1mm左右进行削除。如図2-22那样的加工量多的工作物、厚度尺寸大的时候用錾凿作業、板薄的用锯作业、进行锉刀的前加工比较有效率。在直角面、一方完成时、平銼刀把没有切刃的木块放在完成面上。図2-19図2-20直角面的精饰図2-21直角度的検査図2-22锉角和角隅図2-23平行度的確認ー8ー 角的部分事先开孔、用锯、砂轮机等后让,容易作業。需要尺寸精度、平行度等的工作物不靠画線、要时常用划线盘和卡尺千分尺等边確認边作業。(図2-23参照)2.5 曲面的銼刀精饰(1)円弧(凸)部的精饰 如図2-24的那样,将線画入円弧的縁一杯、粗削到線。次図(b)那样,从多方向用銼刀锉,做成多角形を。最後如図(C)那样,平滑的動锉刀,进行圆弧的精饰。这时銼刀按図的箭头那样弯曲到上面锉。(2)円弧(凹)部的精饰 如図2-25那样、沿画線用丸銼刀粗削、左右移动圆或半圆銼刀扭转着向前推。銼刀要接近工作物的曲率的东西比较好。(3)円筒的精饰 按円弧。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 qjy427
qjy427
本文标题:保全培训资料之锉刀作业
链接地址:https://www.777doc.com/doc-966267 .html