您好,欢迎访问三七文档
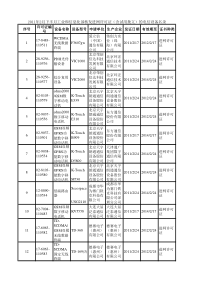
MechanicsofShape•Introduction•ObjectiveoftheSession-Whatdoyouwant?•WhatisShape/Flatness?•Whatarethedifferenttypesofoff-Flatness?•WhydowerequireFlatness?•HowisFlatnessmeasured/quantified?•WhatarethevariousfactorsthateffectFlatness?•HowisFlatnessControlledattheMills?•Off-lineFlatness/ShapeerrorsWhatisShape/Flatness?•ShapeorFlatnessisdefinesasthestrainprofileorstraindifferentialacrossthewidthofthestrip.•Insimplelanguages,itistheabilityofallportionsofthestrip,sheetorfoiltotouchthebasewhenrestedonaflatbase.•IntheprocessofRolling,thelargeforcesimposedontherollscausesthemtobendorflatten.AlsoalotofheatisgeneratedintheRollingProcess.Thisandotherfactorscancreateanon-parallelrollgap•Thiscausesunevenreductionacrossthewidthofthestrip.WhatisShape/Flatness?(cont.)•Thisleadstonon-uniformelongationsuchthattheemergingstripislongerincertainportions.Forexample,theemergingstripmaybelongeratthemiddlethanattheedges.•ThemiddleportionwillthereforebecomewavytoaccommodatetheextralengthandthestripwillnotlieflatwhenrelaxedStripLengthsacrossthewidthLaHOWDOTHEDEFECTSLOOKLIKE?FullCenterBuckleEdgePocketsEdgePocketsEdgeWave/RippleEdgeRippleEdgeRipple(plantlight)EdgeRipple(officelight)WAVYEDGESCENTREBUCKLESQUARTERPOCKETSB’BA’AB’BA’AB’BA’ALateralCurvatureCoil-setCross-bowDefinitions:LateralCurvature,Cross-bowandCoil-setDefinition:AnticlasticCurvatureAnticlasticCurvatureAnticlasticcurvatureisacurvaturewhichisinducedwhenasheetthatiscurvedinoneplaneiselasticallyflattenedTensileCompressiveForcesattheUpperandLowerSurfacesofaStripbeingbentaroundaRadiusofCurvatureSourcesofFlatnessVariation:Bendingofsheetr=theradiusatwhichtheouterportionofthesheetwilldeformunderappliedstressa•Productivity•Acceleration&deceleration•Highertopspeeds•Recovery•Threading•Stripbreaks•Weaving•CoilBuild-Up•Quality•CustomerandProcessdemandsWhydoweneedgoodshape/flatstrip?•Litho•Closure•Foilstock•AnodisingQualitySheet•Pre-paintedStock•SheetsforPanelling•etc.WhichProductsneedgoodshape?MeasurementofShape•The‘I’UnitisthestandardEngineeringunitforthemeasurementofShapethroughouttheRollingIndustry.•TheIUnitisdefinedastheShapeerrorresultingfromastraindifferentialbetweenadjacentelementsofastripof0.001%oronepartin100,000.Thatis,ifa1000mmlongstripisrolledwithanedgethatis1000.01mmlongwhenrelaxed,thentheshapeerrorbetweenthecentreandtheedgewouldbe1IUnit.LaDefinitions:FlatnessIndexIU=105*L/LaldLDefinitionsforaSinusoidalBuckleOn-linemeasurementofShape•Whenthestripisunderhightensionsandthewavinessislessapparent,theelongationdifferencesareconvertedintostrainvariations,whichinturngiverisetoaunevenstressprofileacrossthewidthofthestrip.•Thesestressvariationsrepresentthelatentshapeoftherelaxedmaterialandcanbemeasuredbymeansofatensionmonitoringdevicesuchasthe‘Vidimon’ShapemeterRollWhatarethefactorsthataffecttheShapeoftheOutgoingStrip?•Factorsthataffecttheon-lineShape•Factorsthataffecttheoff-lineShapeLongermiddleIncomingSheetUniformThicknessRollgapNarroweratcentreSourcesofFlatnessVariation:RollGapGeometryFullCentreEdgeWaveQuarterBuckleTensionDistributionOnMillRollBiteStripAppearanceOn-lineShapeisaffectedbytherollgapgeometryFactorsthatEffectShape/Flatness•Process(Method)–PassSchedule–MillScheduling–OptimumGroundCamberontheRolls–CoilTemperature–Warm-UpPractice–MillZeroingPractices–VidimonZeroingPractice–CoilingTensions–RollingoiltemperaturesFactorsthatEffectShape/Flatness(cont.)•Machine–ResponseoftheShapeControlSystemsviz.Bending,Steer/tilt,Spraynozzlesetc.byaleakproofsystems–TouchRollalignments–RegularCalibrationoftheShapemeterFactorsthatEffectShape/Flatness(cont.)•Man–StripCenteringwhilefeeding–ProperTail-outinPreviousPasses–RollingonFolds–RegularRollCooling–MinimizeTurnAroundTimeFactorsthatEffectShape/Flatness(cont.)•Material–GoodShape–GoodProfile–QualityofSpool–OptimizationofStripwidth-sothattherotorcoverageareaismorethan50%DifferenceinOnlineandOfflineShape•Canbecausedby–inaccuracyinthemeasurement,orif–somethinghappenstothestripbetweenthetimeitismeasuredonthemillandwhenitisprocesseddownstream•BadInputCoilProfile•ImproperCoilCenteringattheMill•IncorrectCoilWidths•HighRewindStress•HigherEntryTemperatureoftheCoils•WideDifferentialtemperatureacrossthewidthofthecoil•HigherAbsoluteCoiltemperature•HigherRollCoolanttemperature•ReductionSchedule•UsageofBadSpoolsFactorsthatcausedifferenceinOn-lineandOff-lineShapeProfile-FlatnessRelationshipWithNoLateralFlow-Off-Flat-Lengthchangeinfibrelengthsacrossstrip-EdgeslongerthanmiddleOver-rollEdgesWithLateralFlow-Profileischanged-Flatnessisnotchanged“Hotmill”“Coldmill”RelationshipbetweenprofileandflatnessThicknessMetalSensitivitytoGapMismatchFlatnessProfile0.2?2?FlatnessChangesDuringHotStripRollingOnlatercoldRollingorRecoilingProfileChangesfromtoororororChangesBetweenProfileandFlatnessSourcesofFlatnessVariation:ThermalEffectsNon-uniformheatingorcooling==relativestraininsheetTheCoefficientofLinearThermalExpansionisdefinedas:wheretistemperature.ForAluminiumatemperaturedifferenceof4°Cbetweenonesectionandanotherproducesabout10I-unitsofstrain.Thiswillnotcausepermanentoff
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 重案组
重案组
本文标题:板形培训资料
链接地址:https://www.777doc.com/doc-979980 .html