您好,欢迎访问三七文档
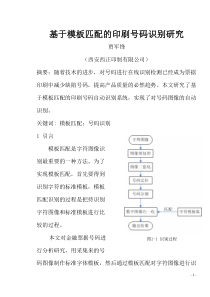
焊接基础知识⒈常见焊接方法的分类,我厂采用的几种焊接方法的简单介绍。焊接方法分类:我厂采用的主要的焊接方法简单介绍:⑴.焊条电弧焊⑵.埋弧自动焊:a.丝极b.带极⑶.钨极氩弧焊:取代了焊条电弧焊的单面焊双面成型焊接工艺。⑷.熔化极气体保护焊:由于它的高效率、变形小,取代了低碳钢焊接的80%的工作量。⒉我厂常见钢材(锅炉、压力容器制造)的分类和焊接特点。⑴.低碳钢(C≤0.3%):Q235B碳素结构钢;Q表示钢材的屈服点,B为质量等级。20优质碳素钢;表示钢的平均含碳量0.2%,锰含量高的钢加Mn如16Mn。专用钢加R等焊接性优良,一般不须采取什么措施。⑵.低合金钢、低合金高强钢:16Mn、Q345R(16MnR、16Mng)、Q245R(20g)(合金总含量≤5%)18MnMoNb(R)、14MnMoV、BHW35低合金钢牌号:碳含量万分数+元素符号+平均含量百分数钢的金属组织:钢是含碳量低于2.06%的铁碳合金,由于碳含量和温度的不同,它有五种基本金相组织,其中三种是单项组织:铁素体、奥氏体、渗碳体,是铁碳合金的基本相,两种是混合组成的多相组织:珠光体和莱氏体,还有索氏体、屈氏体、贝氏体、马氏体和魏氏体。淬硬性较低的低合金钢焊接性较好,适当采取措施即可,淬硬性较大的低合金钢焊接性较差,易产生裂纹,须采取焊前预热、焊后缓冷,甚至消氢和热处理等措施。⑶.珠光体耐热钢:12CrMo、15CrMo(R)、12Cr1MoV(R)焊接熔焊压焊气焊电弧焊电渣焊等离子弧焊电子束焊激光焊电阻焊摩擦焊高频焊真空扩散焊爆炸焊超声波焊冷压焊焊条电弧焊埋弧自动焊钨极氩弧焊熔化极气保焊对焊点焊缝焊凸焊焊接性较差,易产生裂纹,须采取焊前预热、焊后缓冷,消氢和热处理等措施。⑷.奥氏体不锈钢:12Cr18Ni9、06Cr19Ni10、06Cr18Ni11Ti(合金总含量≥12%高合金钢)不锈钢牌号:碳含量千分数+元素符号+平均含量百分数易产生热裂纹,应控制热输入,避免焊接接头产生晶间腐蚀,可采取急冷措施。⒊电弧焊的基础知识⑴.电弧:电弧的静特性—伏安曲线电弧的动特性⑵.电源:电源的外特性—伏安特性下降(陡降、缓降)特性、平特性。(极性、负载持续率)不同的焊接方法对电源的外特性有不同的要求。⑶.焊接材料及选用原则焊条、焊丝、钨极、焊剂、保护气(Ar、He、CO2、Ar+CO2、Ar+CO2+O2)碳钢、低合金钢焊条按强度等级(抗拉强度),以J(结构钢)为牌号表示。专用钢、高合金钢、奥氏体不锈钢、镍合金等有色金属焊条按化学成分等级,以专用符号如R、A、D等为牌号。焊丝按化学成分等级及等强(结构钢)的原则保护气以保护效果及熔池金属化学反应的原则⒋影响焊接接头力学性能和质量的主要因素:化学成分、加热峰值温度、冷却速度。焊接接头的力学性能,从强度、塑性、韧性三个方面对金属材料做的检验。强度:抗拉强度σb塑性:屈服强度σS、冷弯、延伸率、断面收缩率。韧性:冲击值ak夏比V;常温、-20℃、-40℃。⑴化学成分、碳当量Ceq=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5C≥0.18%时Ceq=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5BC<0.18%时Ceq<0.4%为不易淬火钢Ceq≥0.4%为易淬火钢⑵.接头形式、坡口及组装尺寸对接头的焊接质量的影响。⑶.焊接工艺参数的影响;热输入、线能量E=ηIV/U;η为电弧热效率,SMAW:0.77-0.87、SAW:0.77-0.95、GTAW:0.68-0.85、GMAW:0.6-0.85⑷.焊工的操作技能,手工焊比自动焊的影响要大。焊工取证制度。除此之外物理性能的导热性、热膨胀性,化学性能的耐腐蚀性、抗氧化性也会产生影响。⒌识别图样中焊缝标注的含义和主要内容它表达了以下内容:⑴.接头形式、坡口及组装尺寸⑵.采用的焊接方法⑶.焊缝的质量要求(技术条件)⑷.无损检测要求(无损探伤标准)焊缝的标注方法和主要内容:⑴.焊缝尺寸符号、数据与基准线、基本符号的相对位置和标注要求。⑵.焊缝符号。⑶.焊接方法代号。⑷.尺寸符号。焊缝的标注中存在的问题⑴.标注的符号、尺寸不正确。⑵.标注的焊缝位置不准确。⑶.焊缝标注不够完全。焊条电弧焊⒈焊条电弧焊的优、缺点优点:设备简单、操作方便、适应性强、能在空间任何位置焊接,所以应用广泛。缺点:1.对焊工操作技术要求高,主要依赖焊工的操作技术和经验,背面成型很难完成。2.焊工劳动强度大,效率低。3.不适于特殊金属及薄板。⒉电源:交流直流选择相应的焊机(缓降)、电流的使用范围、负载持续率。⒊焊条焊芯—填充焊缝金属药皮—保护熔池、冶金处理改善接头性能⑴.分类按药皮熔渣的酸、碱性分为酸性焊条和碱性焊条酸性焊条的特性碱性焊条的特性按焊条的用途:结构钢焊条—J×××低温钢焊条—W×××鉻钼耐热钢焊条—R×××堆焊焊条—D×××奥氏体不锈钢焊条—A×××铸铁焊条—Z×××⑵.焊条的型号和牌号型号—E××××牌号—J、…⑶焊条的选用原则①.根据材料的力学性能和化学成分。②.焊件的使用性能和工作条件。③.焊件的结构特点和受力状态。④.合理的经济效益。⑷.焊条的保管和使用(烘干、保温桶)⒋焊接工艺规范⑴.焊条的酸、碱性,直径:拘束力较大的焊缝(筒体纵缝、弯曲焊缝、强制焊缝);承受动载荷和冲击载荷,要求塑性、韧性较高的焊缝(低温);母材中C或C当量及S、P含量较高易裂的焊缝,应采用碱性焊条。直径:根据焊件的厚度、焊接位置、接头形式、层数来选择,中厚板和角焊缝的第一道焊缝用小直径焊条,厚板对接或角接的填充金属可以采用大直径焊条。⑵.电源:交、直流;正、反接;⑶.焊接电流:根据焊条直径、种类、焊件的厚度、焊接位置、接头形式、层数等来选择,φ2.5电流20-25倍、φ3.2电流30-40倍、φ4-6电流40-50倍,立、仰焊位置低10%.⑷.电弧电压(弧长):碱性焊条短弧操作。⑸.焊接速度,根据焊缝的宽窄、焊角大小确定焊接速度,速度快易产生咬边,速度慢余高加大,它直接影响热输入和焊缝的性能。⑹.热输入:低碳钢影响不大,奥氏体不锈钢热输入过大,接头性能降低(塑、韧),淬硬性较大的高强钢热输入过小,产出裂纹的几率增加,因此要有一个合适的热输入范围。⒌操作技术⑴.引弧:划檫法、轻击法⑵.运条:前进、摆动、送进直线型多层焊第一道锯齿型中厚板对接焊三角型〃环型〃8字型厚板盖面焊⑶.收弧:划圈收弧、回焊收弧⑸.接头⑹.平焊、横焊、立焊和仰焊的不同操作特点。⑺.酸、碱性焊条的不同焊接特点:酸性--电流大、电弧长=焊条直径、操作要求低;碱性—电流小些、电弧短=0.5直径、操作要求高。⒍焊接缺陷⑴.表面成型不良⑵.咬边⑶.根部未焊透⑷.未熔合⑸.气孔⑹.夹渣⑺.裂纹埋弧自动焊一.埋弧焊的基础知识⒈优点:⑴.效率高(与焊条电弧焊相比)a、熔深大:当间隙1㎜时,1mm/100A。一般电流范围450~750A。b、熔敷金属多:6~8㎏/h(手工焊)、25~45㎏/h(埋弧焊)⑵.质量好:焊剂保护、冶金反应充分,降低了产生气孔、裂纹等缺陷的可能性,工艺参数自动调节、电弧稳定、焊缝成形好、对焊工的技术要求不高(人为因素小)。⑶.劳动条件好、弧光不外露、没有辐射、劳动强度低缺点:⑴.颗粒状焊剂,只适用于平焊、角平焊。⑵..焊接时不能直接观察到电弧和焊接位置,若防止焊偏可采用自动跟踪仪。⑶.只适用于中厚板、薄板无法焊接。⒉埋弧自动焊设备⑴.电源:粗丝,缓降外特性,大电流(1000A),100%或60%负债持续率750A以上。⑵.送丝系统:拉丝,调节好松紧及矫直作用。⑶.导电咀:保持良好的导电性⑷.行走机构:行走小车、龙门架、悬臂式,调整滚轮架筒体偏移量。⑸.及时校对相关仪表,不准的应及时更换。⒊焊丝、焊剂的选配:焊丝选配按化学成分等级及等强(结构钢)的原则,要求无油、锈,硬弯。牌号:H08A、H08MnA、H10Mn2;含义:H-焊丝,08-碳含量万分数,Mn-元素符号,2-平均百分数含量(超过1.5按2)焊剂是对熔化金属起保护和冶金作用,与焊丝搭配使用,补充和添加一些相关化学元素。熔炼焊剂:对水分、锈不敏感,不易产生气孔、夹渣,颗粒不规则,成本高。牌号含义:HJ431、HJ-焊剂,4(第1位)-锰含量,3(第2位)-硅、氟的含量,1-编号烧结焊剂:对烘干、清锈要求高,焊缝韧性高,平整无光泽,成本低。牌号含义:SJ101,SJ-烧结焊剂,1(第1位)-焊剂熔渣渣系,01(第2、3位)-编号⒋焊缝形状系数:φ=B/H直接影响到焊缝的质量,φ小、焊缝窄而深,易产生气孔、裂纹。影响焊缝形状的因素:电流:φ4焊丝、间隙0-1mm、熔深1mm/100A(经验数据)电压:电压↑、缝宽↑、余高↓,电压↓、缝宽↓、熔深↑,过低易产生裂纹。为了保证B/H的合适比例、电压应依据电流调整,电流↑,电压↑。焊接速度:焊速↑、缝宽↓、熔深↓,过大易咬边。焊丝直径:焊丝直径↑、缝宽↑、熔深↓。焊剂:SJ比HJ的焊缝,缝宽↑、熔深↓约低70-90%。极性:反接,焊缝宽、熔深大。坡口角度:α↑、缝宽↓、熔深↑、余高↓。间隙:间隙↑、缝宽↓、熔深↑、余高↓。二、影响埋弧焊焊缝质量的主要因素(筒体)。⒈、选择合适的接头形式和坡口及组装尺寸,见下面附图。⑴.钢板的下料尺寸偏差符合工艺要求。⑵.坡口的角度、钝边准确一致,表面平整,原则上不要用碳弧气刨开坡口。⑶.组对的间隙均匀一致,错边量符合工艺要求。接头的加工质量和组装尺寸是目前我厂影响焊缝质量、提高一次合格率的重要一环,应该重视。⒉、合理的焊接工艺参数焊丝的直径、伸出尺寸、电源极性、焊剂、接头形式及组装尺寸等确定后主要是电流、电压和焊接速度三个参数的组合:弱规范:小电流450-550A强规范:大电流500-750A低焊速200-350mm/min高焊速450-600mm/min效率低、易产生气孔、夹渣效率较高、焊缝缺陷少第一道打底焊、厚12㎜以下钢板对接:电流450-550A、焊速500-600mm/min为宜。厚板填充焊:电流650-750A、焊速450-500mm/min为宜。盖面焊单道电压可适当大些。⒊、焊工的操作技能和责任心⑴.焊工应熟练掌握焊机导电、送丝、行走等各部的性能及调节。⑵..掌握各种参数的调节对焊缝成形和焊接质量的影响及相互关联。⑶.掌握筒体纵缝焊接和环缝焊接的不同特点和要求。纵焊缝:由于钢板冷弯焊缝有较大的内应力,首先要考虑避免产生裂纹,点固焊采用碱性焊条,焊缝不要太短,间距不要太大,尤其天冷低温时,厚板要采取预热措施。环焊缝:①.调整旋转滚轮架,避免或减少焊接时由于焊道过大偏移造成的焊道弯曲,应调节到φ3000筒体旋转一周,偏移<8㎜的范围内。②.调整确定焊丝的位置,应在筒心旁侧筒体旋转方向的逆向,当筒体直径1500-3500㎜时,与筒心垂线的间距=焊接速度(mm/min)÷60×(4-5),铁水无明显下淌为宜。⑷.首道焊缝、填充金属、盖面焊及14㎜以下钢板的不同特点和要求。首道焊缝主要是不要烧穿,因此要根据间隙大小调整电流和焊接速度,间隙大适当提高焊速。填充金属焊主要问题是层间清理不干净,电流小、焊速快,熔渣和气体没有返上来,形成夹渣和气孔;层间焊缝搭接不好及焊偏产生未熔合,为避免产生未熔合,当坡口宽>17㎜或坡口深超过14㎜,应每层焊缝焊两道,如图所示。盖面焊主要是表面成型,每侧压边2-4㎜,单面深超过18㎜应多道焊。注意焊道平直,高低、宽窄均匀,盖满坡口及避免咬边。⒋碳弧气刨的正确使用(低碳钢、低合金钢、不锈钢)⑴.工艺参数①.直流反接,电流=50D(D为碳棒直径),刨槽宽=D+(2-4)㎜.②.刨削速度:0.5-1.2M/min③.压缩空气压力:0.4-0.6MPa④.碳棒外伸长:80-100㎜---20-30㎜⑤.碳棒与工件夹角:45℃为宜。⑵.操作要求①.弧长、夹角、刨削速度三者配合,电弧稳定;夹角大小决定刨槽深浅,一次不要过大,3-5㎜为宜,槽深应采用多次,刨槽表面平缓均匀、光洁明亮。②.低碳钢刨槽表面有一0.5-0.7㎜硬化层及夹碳、铜
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 skycs1cn
skycs1cn
本文标题:焊工培训讲稿
链接地址:https://www.777doc.com/doc-982148 .html