您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > DB22T 3432-2023 公路钢护栏石墨烯复合防腐涂料应用技术规范
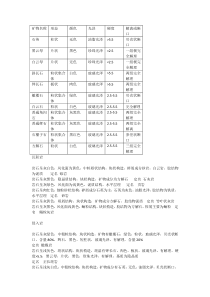
ICS93.080.20CCSP66DB22吉林省地方标准DB22/T3432—2023公路钢护栏石墨烯复合防腐涂料应用技术规范Technicalspecificationfortheapplicationofgraphenecompositeanticorrosioncoatingforhighwaysteelguardrail2023-01-13发布2023-03-01实施吉林省市场监督管理厅发布DB22/T3432—2023I目次前言................................................................................Ⅱ1范围..............................................................................12规范性引用文件....................................................................13术语和定义........................................................................14缩略语............................................................................25石墨烯复合防腐涂料基本要求........................................................25.1石墨烯复合防腐涂料技术要求....................................................25.2石墨烯复合防腐构件涂层技术要求................................................26粉末态复合涂料工厂化应用技术......................................................26.1护栏构件钢质基体表面处置工艺..................................................26.2喷涂工艺......................................................................46.3护栏构件质量检查与验收........................................................57液态复合涂料在现役护栏维修中的应用技术............................................57.1护栏构件现场表面处置工艺......................................................57.2现场涂装......................................................................67.3现场验收......................................................................6附录A(规范性附录)石墨烯复合防腐涂层盐冻试验方法..................................7附录B(规范性附录)石墨烯复合防腐涂料技术要求......................................9附录C(规范性附录)石墨烯复合防腐涂层技术要求.....................................10DB22/T3432—2023II前言本文件按照GB/T1.1—2020《标准化工作导则第1部分:标准化文件的结构和起草规则》的规定起草。请注意本标准的某些内容可能涉及专利。本规范的发布机构不承担识别专利的责任。本文件由吉林省交通科学研究所提出。本文件由吉林省交通运输厅归口。本文件起草单位:吉林省交通科学研究所。本文件主要起草人:姚冬冬、鲁亚义、陈志国、秦卫军、吕东冶、王书娟、田冰、于丽梅、金辰光、赵亚丽、沈若廷。DB22/T3432—20231公路钢护栏石墨烯复合防腐涂料应用技术规范1范围本文件规定了石墨烯防腐涂料在公路钢护栏防腐中应用的基本要求、粉末态涂料工厂化应用技术及液态涂料在现役护栏维修中的应用技术。本文件适用于公路钢护栏防腐。2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T1724涂料研磨细度的测定GB/T1725涂料固体含量测定法GB/T1728漆膜、腻子膜干燥时间测定法GB/T1731漆膜柔韧性测定法GB/T1732漆膜耐冲击测定法GB/T1733漆膜的耐水性能的测定方法GB/T1740漆膜耐湿热测定法GB/T1765测定耐湿热、耐盐雾、耐候性(人工加速)的漆膜制备法GB/T1771色漆和清漆耐中性盐雾性能的测定GB/T1865色漆和清漆人工气候老化和人工辐射暴露GB/T4472化工产品密度、相对密度的测定GB/T6739色漆和清漆铅笔法测定漆膜硬度GB/T6753.4用流出杯测定流出时间GB/T8923.1-2011涂覆涂料前钢材表面处理GB/T11547塑料耐液体化学试剂性能的测定GB/T14522耐人工老化测试GB/T18226公路交通工程钢构件防腐技术条件JG/T25建筑涂料涂层耐温变性试验方法JT/T600.2公路用防腐蚀粉末涂料及涂层第2部分:热塑性聚乙烯粉末涂料及涂层3术语和定义下列术语和定义适用于本文件。3.1石墨烯复合防腐涂料graphenecompositeanticorrosioncoatingmaterialDB22/T3432—20232以石墨烯、纳米改性耐低温聚酯树脂为核心材料,与复合交联剂、改性助剂、颜填料及增韧剂等材料经合成、搅拌、混合分散、研磨及涂料调整、过滤等一系列工艺加工而成的防腐涂料,根据材料表观状态分为粉末态复合涂料和液态复合涂料。4缩略语下列缩略语适用于本文件。NT-1:纳米陶瓷技术(BonderiteNT-1)。DI:超纯水,即去离子水(Deionizedwater)。5石墨烯复合防腐涂料基本要求5.1石墨烯复合防腐涂料技术要求5.1.1粉末态复合涂料5.1.1.1粉体应干燥,松散无结块,粒度均匀,无明显色差,无杂质。5.1.1.2理化性能应符合附录B表B.1的要求。5.1.1.3粉末态复合涂料通过常温喷涂、高温固化工艺附着于钢质基体表面,适用于工厂化生产的护栏。5.1.2液态复合涂料5.1.2.1液态复合涂料搅拌后应无硬块,呈均匀状态。5.1.2.2面层液态复合涂料技术指标应符合附录B表B.2的要求。5.1.2.3底层液态复合涂料技术指标应符合附录B表B.3的要求。5.1.2.4液态复合防腐涂料通过常温喷涂、常温固化工艺附着于钢质基体表面,适用于现役护栏现场修复。5.2石墨烯复合防腐构件涂层技术要求5.2.1粉末态复合涂料构件涂层5.2.1.1物理性能指标应符合附录C表C.1中相关规定。5.2.1.2化学性能指标应符合附录C表C.2中相关规定。5.2.1.3防腐老化性能指标应符合附录C表C.3中相关规定。5.2.2液态复合涂料构件涂层5.2.2.1面漆涂层技术指标应符合附录C表C.4中相关规定。5.2.2.2底漆涂层技术指标应符合附录C表C.5中相关规定。6粉末态复合涂料工厂化应用技术6.1护栏构件钢质基体表面处置工艺6.1.1护栏构件喷涂前应对钢质基体进行钢质基体除锈和纳米陶瓷技术(BonderiteNT-1)处理,具体流程如图1所示。DB22/T3432—20233图1护栏构件表面处置工艺流程图DB22/T3432—202346.1.2钢质基体构件除锈可采用酸洗除锈工艺或全封闭抛丸除锈,除锈等级应达到GB/T8923.1-2011规定的Sa21/2级,粗糙度不小于20μm;采用酸洗除锈应配置相应废液处理设施。6.1.3石墨烯防腐护栏构件表面处置应符合下列要求:a)构件处理后应表面光滑,允许有不大于公称厚度10%的轻微凹坑、凸起、压痕、擦伤,表面缺陷允许用修磨方法清理,其整形深度不得大于公称厚度的10%,切断面及安装孔不允许有卷沿、飞边和毛刺;b)应使用不锈钢槽体或有防护内层的槽体;c)化学转化(NT-1)步骤前的水洗应采用DI-水洗,所用纯水须满足导电率<350μS/cm,钙浓度<100ppmCa,水洗过程应保持连续溢流以避免污染;d)BonderiteNT-1转化膜处理时间要不低于20s;e)NT-1后应采用DI-水洗,且宜保持连续溢流,所用纯水须满足导电率<50μS/cm;f)干燥过程宜将构件置于间接加热至110℃~170℃的烘箱中烘干10min~20min,使之快速完全的干燥。6.2喷涂工艺6.2.1护栏构件经表面处理后,宜采用高压静电喷涂方式进行石墨烯防腐涂料喷涂,如图2所示。图2石墨烯防腐涂料电图示意图6.2.2高压静电涂装具体工艺应按照下列步骤进行:a)护栏构件表面处理;b)高压静电涂装;c)高温固化;d)强制冷却;e)质量检测。6.2.3电涂过程中应符合下列要求:a)喷涂作业环境控制,应保持喷涂施工现场温度在10℃~30℃,相对湿度≤80%;b)高压静电涂装枪参数设置,静电电压:70kV~80kV,压缩空气压强:0.6MPa~0.7MPa;c)护栏构件喷涂前,应对护栏构件在固化炉内的温度曲线进行检测,确保炉内护栏构件温度在200℃以上的时长不少于10min。DB22/T3432—202356.3护栏构件质量检查与验收6.3.1涂装后应对构件涂膜厚度、附着性、外观等技术指标进行检测和验收,验收控制指标应满足表1中的规定。表1石墨烯防腐护栏构件常规验收要求检测项目检测频次技术要求试验方法外观质量每个构件目测及手感检测平均涂膜厚度每小时1次,每次检测点≥10个工件点GB/T18226防腐层附着性每小时1次,每次检验数量为两个被涂物符合5.2.1中技术要求GB/T92866.3.2型式检测除6.3.1规定检测内容外,还应对护栏构件耐盐雾性能、耐盐冻性能及耐老化性能进行检测,检测控制指标应满足表2中的规定。表2石墨烯防腐构件型式性能检测要求检测项目检测频次技术要求试验方法耐中性盐雾试验每5000t护栏抽检1次,随机抽样频率为每批次两个构件,检验数量为随机抽取的12个被涂物为基准GB/T1771耐循环盐冻试验每5000t护栏抽检1次,随机抽样频率为每批次两个构件,检验数量为随机抽取的12个被涂物为基准附录A人工加速老化试验每5000t护栏抽检1次,随机抽样频率为每批次两个构件,检验数量为随机抽取的12个被涂物为基准符合5.2.1中技术要求GB/T145227液态复合涂料在现役护栏维修中的应用技术7.1护栏构件现场表面处置工艺7.1.1清除现场护栏构件表面残留的焊渣、焊瘤、飞溅等杂物,用脱脂剂擦除基体表面油渍,对于较大面积的浮尘,应用干燥的压缩空气吹扫干净。7.1.2可采用电动打磨机除锈除漆、现场喷砂除锈除漆等方式对现场护栏进行除锈、除漆处理,不同的除锈除漆方式关键控制要求如下:a)电动打磨除锈除漆:1)环境相对湿度应低于80%,金属基体表面温度不低于15℃;2)打磨构件金属表面后,应采用棉砂或干净棕刷擦去灰尘、脏垢等杂物,并采用钢丝刷反复多次打磨,至表面洁净无污为止;3)金属表面处理级别应达到St3级。b)现场喷砂除锈除漆:1)环境相对湿度应低于85%,金属基体表面温度不低于15℃;2)喷砂材料宜采用石英砂,粒径控制在0.5mm~1.5mm范围内,颗粒应大小均匀、干燥、无油污等污染;DB22/T3432—202363)喷砂机上应配备封闭装置及砂回收装置,避免喷砂粉
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 qiang_888
qiang_888
本文标题:DB22T 3432-2023 公路钢护栏石墨烯复合防腐涂料应用技术规范
链接地址:https://www.777doc.com/doc-11204610 .html