您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 家居行业 > 家具工序质量检验规范
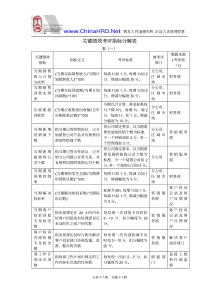
文件编号:XY/PZ—BZ—001版本号:B/0页数:共2页第1页开料质量标准编制:审核:批准:加工设备名称:电子锯、裁板锯、万能推台锯操作人员要求:须经培训合格,熟练掌握设备操作、性能、安全防护措施和注意事项。项目质量要求1)冷压中间严重分层开裂,涂胶面贴合面不紧密,凹凸不平,粘压移位等板件不可投入本工序生产。1、粘压料2)饰面板木皮起皱、严重刮伤、木皮与板面分层、木皮纹方向不正确的板件不可投入本工序生产。一、作业前检验要求2、对来件每20件抽检2-4件,发现不良品,再次抽检,发现有10%以上不良品,退回上工序全检,问题严重时,应填写《产品质量事故报告单》向上汇报。1、所开板件须与图皮开料单和有关技术参数中规格、纹路颜色一致。2、产品板件锯(切)面须平直、平整、光滑并与板面成直角90°,加工面无黑边、无爆边、无分层、无开裂、无脱皮、无气泡、无明显崩口现象。≤0.3×0.5mm崩边间距600mm,不可连续出现。1)板件≤700mm(长宽)±0.3mm内误差,对角线误差不大于1mm。4、尺寸公差2)板件≧700mm(长宽)±1mm内误差,对角线误差不大于2mm。1)对角线≤700mmΔa≤2mm2)对角线700mm-1400mmΔa≤3mm5、板件翘曲度(Δa)3)对角线>1400mmΔa≤4mm二、开料板件质量标准6、板件平整度(Δb)板件在700mm范围内,自然光条件下凹凸不平现象,目视不明显。1)要求表面平整,距700mm(肉眼视)无鼓泡(点)、无划痕、无色差。1、A级要求2)以400mm×150mm为基准,允许有直径1mm以内深度不超过0.3mm的窝点1个,窝点不能集中(间距至少在250mm以上)。1)表面平整,距1000mm(肉眼视)无鼓泡、无色差。2、B级要求2)以400mm×150mm为基准,允许有直径2mm以内深度不超过0.5mm的窝点1个,允许有直径2mm以内高度不超过0.3mm的凸点一个,允许宽度不超过0.2mm,长度不超过30mm内划痕,大件不能集中并分散。1)表面基本平整,允许有轻微色差、无鼓泡。3、C级要求2)允许有直径2mm以内深度不超过0.5mm的窝点3个,1.5mm高不超过0.5mm凸点3个,允许宽度0.5mm,深痕不穿底,长度不超过60mm,划痕2个,不能集中并分散。1)表面基本平整,允许有色差和分散的鼓泡。三、双面板等级质量标准4、D级要求2)表面允许有直径在3mm以内深度不超过0.5mm窝点,允许有直径在3mm以内,高度不超过0.5mm凸点,允许不划破底的划痕,不可集中须分散。1)表面要求平整、无皮皱、污迹、烫痕、裂皮等外观缺点。2)以400mm×400mm为基准,允许直径在1mm以内深度不超过0.5mm窝点2个,允许有轻微划伤(不能破皮底)不集中并分散。1、三胺面质量标准3)门板抽面等需喷油的工件除外。1)表面基本平整。四、经过涂饰的质量标准2、素板质量标准2)以400mm×150mm为基准,允许宽度不超过0.5mm,深度不超过0.5mm,长度不超过50mm划痕2个,允许直径在1mm以内,深度不超过0.5mm,窝点5个,高不超过0.5mm凸点5个,允许边缘有长不超过1mm,宽不超过0.5mm的崩边。1)A级≤0.3×0.5mm,崩缺,间距600mm,不可连续出现。1、崩边2)B级≤宽0.5mm,长3mm的崩缺、崩边、间距600mm,不可连续出现。1)不见光板件宽1.5,长3mm的崩缺,间距300mm,不可连续出现。2)A级不允许划伤。3)B级宽≤0.5mm,长50mm,不透线。2、划伤4)不可见板件≤1mm,长50mm以内的划伤,须可修补。1)A级面不允许碰伤。2)B级面≤2×2mm的伤痕,但可修复。五、双面板细节质量标准3、碰伤3)C级不见光板件≤5×5mm刮伤,但可修复。1、各种规格、位置必须符合图皮和有关技术参数误差≤0.5mm要求。2、要求拉槽无崩裂、烂皮、顺畅、平整光滑。六、开料拉槽质量标准3、深度误差比图皮尺寸深0.5mm,宽度允许比图皮尺寸宽0.2mm,不能超过0.3mm。1、所有加工板件不能直接接触地面,要求叠放在地台板。2、堆叠板面(特别注意双面板)叠面不能有任何易刮(划)伤表面的硬残余物,要使用皮条隔开,严禁贴皮面与面直接堆叠,以免板面与板面互刮。七、产品(板件)码放、防护要求3、产品(板件)要求不能堆(停)放在易受潮的地方。文件编号:XY/PZ—BZ—00版本号:B/0页数:共1页第1页开料质量检验规范编制:审核:批准:适用范围:开料工序执行标准:开料质量标准检验类别检验时机检验数量检验人员检验工具、方法不良异常判定异常处理首件检每批的第1件(块)板件1件操作者来料或加工未达工艺图皮要求由操作者按图皮要求自检无误后方可批量生产。每生产10-30件2—6件操作者每生产30-50件3—5件车间管理人员制程检每生产50-100件6—8件质检员检验数量内,不良率超10%停止生产,由车间主管(班组长)进行指导,直至操作符合要求。不良品由质管监督生产部及时返工处理。每20件中间2—4件操作者每50件之间3—5件车间管理人员完工检每50件之间6—8件质检员检验工具:图皮(料单)、卷尺、角尺检验方法:工具测量、目视检验中发现有一个或一个以上的不良品时停送下工序,由操作者自行全检,不良品立即进行处理,完全合格后方可送下一工序。-56-文件编号:XY/PZ—BZ—00版本号:B/0页数:共1页第1页粘压质量标准编制:审核:批准:加工设备名称:冷压机、高频曲木液压机操作人员要求:须经培训合格,熟练掌握设备操作、性能、安全防护措施和注意事项。项目质量要求1、板材含水率要求在8-12%,骨心料厚度公差在±0.2mm内且在同一水平面、同个工件(同时取±值),长宽度±0.5mm内,胶的粘度在15±3mpas以内。一、作业前检验要求2、所有底面板无刮(划)伤现象。1)板材规格、面底板的木纹方向皮种必须符合图皮和有关数据要求。2)骨架板件面与板件面压叠面刷胶水足够均匀,接口处双面涂胶,有排孔的位置必须有骨料、严禁空心。3)蜂窝皮粘压须层层隔离,保证板件平整。3)胶水调用时,一定要根据湿度、温度进行加木胶粉或固化剂调配。4)要求粘合压力3-6kg/c㎡,涂胶量130-140g/㎡。5)要求表面层的用板整块无接口、接合面(端头)双面涂胶,并对接合口用U型钉进行固定,骨料层与层接口必须错开。6)要求压面平展,接口密缝,无分层,表面皮无划(刮)伤、崩裂、压破、凹凸现象,双面板表面不可有钉孔。7)压料厚度允许比成品板件的厚度大0.3mm以内,二次开料长宽度误差±1mm。1、粘压基本要求8)框架结构粘压余胶须清理干净。1)弯度(弧度)必须与实际产品(板件)的形状一致,不允许有变形现象,毛料长度、宽度大于成品(板件)≥25mm,留有足够的加工余量,填芯料接口≤1.5mm。2、弯板类粘压质量标准2)冷压时间要求在6-8时以上(根据湿度、温度而定)。1)面板最外层要求整张且为A级板材。2)压料尺寸每边必须≥成品(板件)10mm,中间骨料接口要求不能大于0.5mm、两表面(上下)板边平整。3)表面(特别是贴皮面)不许有残余胶水。二、粘压质量标准3、平面板类粘压质量标准4)A级面不允许碰划伤,B级面划伤≤0.5×50mm不透底但可修复,C级面划伤≤1×50mm的损伤但可修复。1、所有加工板件,不能接触地面,要求叠放在地台板上。2、堆叠板面(特别注意双压皮面)叠面之间不能有任何易划(刮)伤表面的三角残余物,用皮皮条或其它软物隔离(开),以免板与板面互刮(划)伤。三、产品(板件)码放、防护要求3、产品(板件)要求不能堆(停)放在易受潮的地方。-57-文件编号:XY/PZ—BZ—00版本号:B/0页数:共1页第1页粘压质量检验规范编制:审核:批准:适用范围:冷压、热压工序执行标准:粘压质量标准检验类别检验时机检验数量检验人员检验工具、方法不良异常判定异常处理首件检每批的第1件(块)压板1件操作者来料或加工未达工艺图皮要求由操作者按图皮要求自检无误后方可批量生产。每生产10-30件2—6件操作者每生产30-50件3—5件车间管理人员制程检每生产50-100件4—8件质检员检验数量内,不良率超10%停止生产,由车间主管(班组长)进行指导,直至操作符合要求。不良品由质管监督生产部及时返工处理。每20件中间2—4件操作者每50件之间3—5件车间管理人员完工检每50件之间3—8件质检员检验工具:图皮(料单)、卷尺检验方法:工具测量、目视、手触检验中发现有一个或一个以上的不良品时停送下工序,由操作者自行全检,不良品立即进行处理,完全合格后方可送下一工序。-58-文件编号:XY/PZ—BZ—00版本号:B/0页数:共1页第1页排钻质量标准编制:审核:批准:加工设备名称:单排钻、双排钻、三排钻、四排钻、六排钻、八排钻、十一排钻、铰链钻操作人员要求:须经培训合格,熟练掌握设备操作、性能、安全防护措施和注意事项。项目质量要求1、对来料不符合图皮规格,严重爆裂、严重刮伤、爆皮板件、崩边、排孔处无填芯料等现象不能投入本工序操作。一、作业前检验要求2、对来件每50件抽检3—8件,发现不良现象,重新检查,发现有10%以上不良品,退回上工序全检处理。1、所有板件排孔参数(孔位、孔径、孔距、孔深、孔数、左右、正反、木纹方向等)须符合图皮要求。2、要求孔中心轴与板面(基准面)同一垂面成直角(除特殊工作外),孔身周围光滑、无毛刺、崩边、爆裂、塌陷、崩口、无伤皮面。3、同一基准面上的孔位(孔位间距))公差同时(同样)取±值。4、孔深度要求误差范围+0.5mm内,孔径允许±0.1mm内,孔轴距允许1000mm以内误差允许±0.2mm;大于1000mm小于1500mm时,误差允许±0.3mm;大于1500mm时,误差允许±0.5mm。二、排孔产品(板件)质量标准5、加工须注意防护板件不可撞伤封边、划伤板面。1、A级面不允许碰伤。2、B级面≤2×2mm的伤痕,但可修复。三、细节质量(碰伤)标准3、C级不见光板件≤5×5mm挂伤,但可修复。1、所有加工板件,不能直接接触地面,要求叠放在地台板上。2、堆叠板面(特注意双面板件)叠面不能有任何易刮(划)伤表面的硬残余物,要有垫条隔开,严禁面与面直接堆叠,以免板与板面互刮磨损。四、产品(板件)码放、防护要求3、产品(板件)要求不能堆(停)放在易受潮的地方。-59-文件编号:XY/PZ—BZ—00版本号:B/0页数:共1页第1页排钻质量检验规范编制:审核:批准:适用范围:排钻工序执行标准:排钻质量标准检验类别检验时机检验数量检验人员检验工具、方法不良异常判定异常处理首件检每批的第1件(块)板件1件操作者来料或加工未达工艺图皮要求由操作者按图皮要求自检无误后方可批量生产。每生产10-30件2—6件操作者每生产30-50件3—5件车间管理人员制程检每生产50-100件4—8件质检员检验数量内,不良率超10%停止生产,由车间主管(班组长)进行指导,直至操作符合要求。不良品由质管监督生产部及时返工处理。每20件中间2—4件操作者每50件之间3—5件车间管理人员完工检每50件之间3—8件质检员检验工具:图皮、卷尺、游标卡尺检验方法:工具测量、目视检验中发现有一个或一个以上的不良品时停送下工序,由操作者自行全检,不良品立即进行处理,完全合格后方可送下一工序。-60-文件编号:XY/PZ—BZ—00版本号:B/0页数:共1页第1页封边质量标准编制:审核:批准:加工设备名称:直线封边机、手动封边机、双端封操作人员要求:须经培训合格,熟练掌握设备操作、性能、安全防护措施和注意事项。项目质量要求1、对封边面锯口严重起毛、崩裂、不平等影响本工序质量板件,不能投入本工序生产。一、作业前检验要求2、对来件每50件抽检2—6件,发现有不良现象,再次抽检,发现有10%以上不良品,退回上工序全检处理。1、板材含水率10—12%。2、要求喷涂滚轮设定温度高温胶在180—220℃之间、低温胶在130—170℃之间,速度一般在15—30米/分钟
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码









 freeksj123
freeksj123
本文标题:家具工序质量检验规范
链接地址:https://www.777doc.com/doc-115326 .html