您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 规章制度 > 电气自动化设备管理论文范例
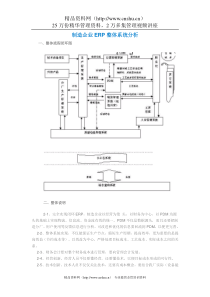
电气自动化设备管理论文范例1设备控制与管理工艺设备主要分类为:一是只需要起停控制的设备,包括皮带运输机、除尘器和搅拌电机等。保证正常顺序开停车以及故障,或非正常状况下的连锁停是其车控制目的。二是需要调速的设备,包括风机类、泵类和给料机等设备。参与到流量、液位和压力等的闭环控制中来保持运行工况的稳定性是其控制目的。三是自成系统的设备,比如球磨机、破碎机和陶瓷过滤机等。这类设备信息主要是用于监测或加入少量的控制且相对较为独立。对于前两类设备来说与之相连的直接控制设备,是软起动器、变频器和马达保护器等控制器。这些控制器通过DP总线发出的指令,接收PLC同时又将设备运行或故障信息反馈给PLC,并显示这些状态在上位机监控画面。上位机画面包括设备起停操作界面、趋势曲线、运行状态信息等丰富的信息,进行统计分析和处理要通过对数据库信息,还可以得到生产设备的台时、历史曲线、整机效率计算和电量水量统计等在上位机中,实现工厂设备管理及过程数据可视化。总之设备控制顺序是:上位机—PLC—控制器一现场设备。2控制器与现场设备对现场设备的电气控制分为两种方式,即:就地和总线。当就地控制时现场设备起停,主要依赖于动力站的软起动器、变频器和马达保护器等控制器,在发出的信号:远程控制时,通过接收安装在设备近旁的就地操作箱上的起停按钮或频率给定装置。控制器通过DP总线接收的上位机画面发给PLC的指令是设备起停的保障。这两种无论哪种控制方式,控制器中存放的设备运行或故障状态PLC都可以通过DP总线读到。要使设备平稳的保持原有状态,就地和总线切换过程中这种保持除了像软起和马达保护器,对于正在以某个频率运行的变频设备这些工频运行的设备不能因转换而停车或启动外,还要维持运行频率在切换时不变,即无扰切换。在外部电路及参数设置方面,由于总线控制的加入对切换电路予以充分考虑,使得更加可靠,尤其是就地和总线无扰切换比用DCS方式。在没有采用FCS之前的无扰切换电路设计,远程就地切换瞬间设备启动回路或运行回路,其不断电主要通过远程就地切换继电器与主回路接触器通断的时间差来保证的。换言之要保证切换过程中,主回路接触器线圈失电和触点断开的时间要比切换继电器线圈得电和触点闭合的时间大。FCS系统中充分考虑切换的顺畅,是从电路及程序上。以变频回路为例,总线/就地切换开关对就地启动继电器的动作不影响,通过总线/就地停止继电器,以及变频器运行输出继电器来保持给变频器的启动信号维持切换之前的状态。配合以智能操作器可以保持变频器切换前后频率不变,此操作器可显示变频器的频率反馈值MV和频率给定值SV。无论总线还是就地则MV都对应于变频器的实际频率反馈值。就地时SV则不同,操作器给变频器的频率设定值由SV显示;总线时,SV与此时PLC通过总线设置给变频器的频率给定值基本一致并且显示的是MV通过操作器自身变送输出的值。PLC在就地切换到总线的瞬间,将频率实时数据传输给变频器作为频率给定信号是通过总线;利用操作器自身的无扰切换功能在总线切换到就地的瞬间操作,操作器接收转换信号后。将显示的SV的值输出给变频器,瞬间作为给定频率,双方向的可靠的无扰切换得以实现。3PLC与控制器控制器主要包括软起动器、变频器和马达保护器等。设置控制器参数是为实现总线控制。除了基本的额定频率、电压和电流以及功率因数和总线地址等,这些设置外,还需要设置变频器的'起停模式、控制信号源、加减速时间和频率源等;需要设置软起动器起停模式、限流倍数、保护类别、升降压时间和输入输出功能等;需要设置马达保护器操作模式、保护设置和控制设置等。通过控制器本身的键盘完成初始设置。进行设置和修改也可以由PLC通过DP总线对控制器参数,并进行连续监测与控制针对控制器的特性。PLC中设置统一的电机控制变量就是对不同控制方式的电机进行统一管理,其包括电机控制类型、控制字、状态字、频率设定、频率反馈、电机电流、故障代码和电机功率。在电机控制类型中,显示变频器控制、电机保护器控制、软起动器控制和普通电机控制等信息。控制字中包括:起停电机和故障复位。状态字包括:运行/停止、故障和急停、总线/就地、合闸/分闸等信息。变频器对应频率设定和频率反馈,所有总线控制设备对应电机电流、功率和故障代码。故障代码可以对现场装置进行远方诊断是FCS较DCS优势之处,PLC通过总线读取故障代码后快速判断故障原因并进行故障排查。4上位机与PLC采用DAServer作为接口进行上位机与PLC的通讯。DAServer根据设定时间来读写需要与PLC交互的数据,比如1000ms。这些数据信息的读写以事件形式读取接口中的数据是上位机。对应到特定位需要上位机进行解码及编码。在上位机画而的显示实现PLC中控制字及状态字。对于如球磨机等设备的自成系统。通过通讯读取需要特别关注的参数由于自身存在很完备的监控系统以显示在画面中。5上位机与服务器画面可以获得设备运行的实时数据通过上位机与PLC之间的通讯。从服务器中获得数据可以达成生产的历史数据或关键的性能指标。与生产密切相关的设备数据存储到服务器是各PLC设备将总线传输的,跟踪生产信息并对信息进行分析计算和处理需要上位机,利用ActiveFactory分析报表工具读取服务器的历史数据以得到生产设备的历史曲线、台时、整机效率、耗电量、用水量等。管理人员在工厂过程数据可视化后可以在详细的数据趋势及信息基础上,生成数据报表及设备管理报表采取行动优化生产过程以此提高生产绩效。6结语随着电气自动化的深化,要想使设备的使用率得以有效提高就要加大设备的管理力度。由于系统管理和系统设计和管理水平不协调、或者系统管理的智能化水平低下,在电气自动化设备的管理系统设计过程中对电气自动化设备的运行效率造成了负面影响。而C/S体系结构的出现实现了设备管理的智能化信息化和网络化,提高了设备管理的效率。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 zh99zhm
zh99zhm
本文标题:电气自动化设备管理论文范例
链接地址:https://www.777doc.com/doc-12235100 .html