您好,欢迎访问三七文档
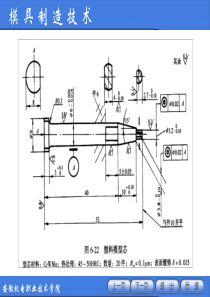
11从传统IE到现代IE实战攻略一、IE的起源、定义与IE工作范畴传统IE——方法研究与时间研究二、IE程序分析、操作分析、动作分析与实战技术三、搬运及布置(Layout)的效率分析与改善四、MOD动作效率分析与改善技术五、时间研究与生产线平衡现代IE——精益化策略六、精益生产系统概述七、快速换型SMED改进机会八、防错、防呆法技术应用21、工业工程(IE,IndustrialEngineering)定义工业工程是对人员、物料、设备、能源和信息所组成的集成系统,进行设计、改善和设置的一门学科。它综合运用数学、物理学、社会科学的专门知识、技术以及工程分析与设计的原理、方法,对由人、物料、设备、能源、信息组成的集成系统,进行规划、设计、评价、改进(创新)的一门学科。简单的说:IE是改善效率、成本、品质的方法科学。——1955年AIIE提出,后经修改一、IE的起源、定义与IE工作范畴23科学管理的起源泰勒(FrederickW.Taylor1856-1915)作业测定(WM)吉尔布雷斯(FrankB.Gilbreth1868-1924)方法改善(ME)工业工程的两位鼻祖42、工业工程的原理工作研究的实施步骤:1、寻求昀经济的工作方法(方法研究、工作改善);2、工作方法、材料、工具及设备标准化;3、确定标准工作时间。353、工业工程的范畴1.生物力学2.成本管理3.数据处理及系统设计4.工程经济5.设施规划与物流6.应用数学(运筹学、管理经济学、统计和数学应用等)7.组织规划与理论8.标准化及误差管理9.生产规划与控制10.方法研究和作业测定z价值工程zERP及物流系统z厂区规划及生产线布置z工业设计z职业卫生与医学64、工业工程在制造业中的应用60%37%52%60%52%85%65%85%60%45%53%66%83%90%使用率8141291126371310541排序成本管理工程管理管理职务评价激励工资支付设备购买和更新工厂布局工厂设备及设计PTS法时间研究作业测定标准化生产计划物流动作研究作业分析作业方法方法研究领域项目475、效率提升的基础与改善方向1学会观察2深入分析3识别问题(连问5个为什么)4改善(针对根本问题)8二、IE程序分析、操作分析、动作分析使用与实战技术1、程序分析定义程序分析,就是以原料、材料、零件,或者制品为对象,对工程如何的被进行,展开分析调查的方法。是以“物的流动”为着眼点,设计或改善作业次序的分析手法。59是否有不必要的停滞搬运的次数是否太多搬运的距离是否太长搬运的方法是否有问题是否能同时实施加工及检查再检讨设备的配置工作的顺序作业的分担2、程序分析的内容10符号名称图示意义操作工作程序中的主要步骤搬运研究对象从一处到另一处的移动检验对物体的品质、数量及操作执行情况的检查延迟等待或耽搁储存受控制的储存派生符号表示同一时间或工作场所由同一个人执行着操作和检验工作程序分析符号63、程序分析技巧完成了什么?(what)何处做?(where)何时做?(when)由谁做?(who)如何做?(how)为什么?(why)要做这,是否必要?有无其他更好的成就?要在此处做?有无其他更合适之处?要此时做?有无更合适的时间?由他做?有无更合适的人去做?要这样做?有无更好的方法去做?124、程序分析表(改善前)标题别针的制作日期机械距离时间人员工程记号作业名流向mmin人○→□ 1材料切断为别针大小○切断机---601●2搬运→起重机2052●3测定长度,检查大小□双脚规---102●4暂时放置于一旁 工作袋---702●5搬运→起重机1032●6研磨外径○研磨机---151●7搬运→起重机2052●8测定外径□双脚规---52●9搬运→起重机2052●10套入检查□---102●11搬运→起重机1542●12暂时放置于一旁 ---601●13保管 仓库---●合计2回5回3回3回13工程85m252min21人(75min)(22min)(25min)(130min)7134、程序分析表(改善前)切断机检查台研磨机检查台套入检查台仓库144、程序分析表(改善后)标题制作别针日期机械距离时间人员工程记号作业名流向mmin人○→□D 1材料切断为别针大小○切断机---601●2搬运→起重机2052●3测定长度,检查形状□双脚规---102●4搬运→起重机1032●5研磨外形○研磨机---151●6搬运→起重机2052●7定,套入检查□双脚规---52●8搬运→起重机15152●9保管 仓库---4●合计2回5回3回0回1回9工程65m117min14人(75min)(17min)(25min)0(0min)8154、程序分析表─改善后切断机检查台研磨机检查台套入检查台仓库▽165、改善的着眼点─全体全体的合计时间、搬运距离、以及所需人员与每一项工程所需的时间,从搬运距离以及所需人员看来,改善的重点在那儿呢?(如属必要,可制作草拟图,以便找出重点)。有没有欲罢不能的工程?有没有可以同时进行的工程?能否更换工程的顺序,以便减少工程数、所需时间、搬运距离,以及所需人员呢?9176、改善的着眼点─加工有否加工时间多的工程呢?尤其是必需检查耗时的加工工程,再利用其它的分析手法(动作分析、时间分析等),看看是否能够改善。能否提高设备的能力?能否跟其它的工程一起进行?改变工程顺序的话,是否能获得改善?现在的生产单位数,是否适当?187、改善的着眼点─搬运能否减少搬运的次数?能否一面加工,一面运输?(例如把工作运输输送带化,或者台车化,以便在其上面加工)?能否缩短搬运距离?能否改变作业场所的摆设,以便取消搬运工作?能否采取加工、检查等组合方式,以便取消搬运?能否增大搬运单位数量,以便减少次数?搬运前后的上、下动作,是否很耗费时间?搬运设备是否有改良的余地?搬运方法系数值:散置0;装箱1;架起2;车上3;运动中4活性系数=每次搬运系数和/搬运次数活性系数大于2.3为佳10198、改善的着眼点─检查能否减少检查的次数?有没有能够省略的检查?能不能一面加工,一面展开必要的检查吗?换句话说,同时实施加工与检查,凭着二项的合并即可缩短工程数及合计时间,同时也可以节省搬运?不曾以别的工程,实施质的检查及量的检查吧?能够同时实施吗?检查方法适当吗?能否缩短时间?209、改善的着眼点─停滞尽量的减少停滞的时间。能否凭组合加工、检查场所的配置、而消除停滞呢?尤其是滞留(D)是前后工程所需时间的不平衡所引起,只要实施尽量减少它的工程组合,即可消除滞留的现象。能否尽量的缩短停滞时间?112110、改善的四原则变更加工顺序,以便提高效率能否重排工程?重排作业的重新估计自动化不能更为简单吗?简化两种以上的加工,能否同时进行作业加工与检查同时进行能否把两种以上的工程合而为一?合并检查的省略配置变更的搬运省略不能取消吗?取消又会变成如何?取消例目标原则22操作分析所谓工厂的作业,并非一个作业者从事一项工作,而是由人与人,人与机械,或者是机械与机械的组合进行的场合昀多。一般有以下的组合方式一个作业者:一部机械一个作业者:数部机械数个作业者共同进行作业的场合数个作业者:一部机械数个作业者:数部机械凭分析组合作业的时间经过,经过图,以便找出“人”或“机械”所造成的“闲荡”,“空等”,藉此改善作业的方法。1223利用率60%60%空闲修正和存放零件被卸下零件卸下零件加工空闲被装上零件装上零件空闲准备零件机人时间(分)24利用率75%75%空闲修正和存放零件被卸下零件卸下零件加工空闲准备下一零件被装上零件装上零件机人时间(分)利用率100%100%被卸下零件卸下零件加工修正和存放零件准备下一零件被装上零件装上零件机人时间(分)1325动作分析与效率改善世界上最大的浪费,莫过于动作的浪费。——吉尔布雷斯26动作分析意义在程序决定后,研究人体各种动作的浪费,以寻求省时、省力、安全和昀经济的动作目的发现操作人员的无效动作或浪费现象,简化操作方法,减少工作疲劳,降低劳动强度动作分析方法:目视动作分析动素分析影片分析1427作业时间怎样减少?呐喊!我们要省工28动作经济十六原则(一)1、双手并用原则;2、对称反向原则;3、排除合并原则;4、降低动作等级原则;5、减少动作限制原则;6、避免动作突变原则;7、保持轻松节奏原则;8、利用惯性原则;9、手脚并用原则;1529动作经济十六原则(二)10、利用工具原则;11、工具万能化原则;12、易于操作原则;13、适当位置原则;14、安全可靠原则;15、透明通风原则;16、高度适当原则。30第1、2条双手并用及对称反向-1双手的动作应同时而且对称1631第1、2条双手并用及对称反向-2双手的动作应同时而且对称32第4条降低动作等级-1手指、手腕、小臂、大臂及身体身体5手指、手腕、小臂及大臂肩4手指、手腕及小臂肘3手指及手腕手腕2手指指节1人体动作部位动作枢轴级别人体的动作等级人体的动作应尽量用昀低等级而能得到满意的结果1733第4条降低动作等级-2人体的动作应尽量用昀低等级而能得到满意的结果34第4条降低动作等级-3人体的动作应尽量用昀低等级而能得到满意的结果1835第4条降低动作等级-4人体的动作应尽量用昀低等级而能得到满意的结果36第5、6、7、8条减少限制、避免突变、保持轻松、利用惯性应尽可能地利用物体的动量;连续的曲线运动比方向突变的直线运动为佳;弹道式的运动比受限制的运动轻快;动作应尽可能运用轻快的自然节奏使动作流利和自发1937第5、6、7、8条减少限制、避免突变、保持轻松、利用惯性应尽可能地利用物体的动量;连续的曲线运动比方向突变的直线运动为佳;弹道式的运动比受限制的运动轻快;动作应尽可能运用轻快的自然节奏使动作流利和自发38第9条手脚并用应尽量解除手的工作,而以夹具或足踏工具代替2039第11条工具万能化如有可能,应将两种工具合并使用40第12、13条易于操作、适当位置工具、物料及装置应置于固定处所或工作者附近,并依昀佳的工作顺序排列正常工作范围与昀大工作服务人体第3级动作的范围,即以左右手自然下垂和以肘为中心、小臂为半径所能达到的空间范围,称为正常工作范围人体第4级动作的范围,即以肩为中心、整个手臂为半径所能达到的空间范围,称为正常工作范围2141工具、物料及装置应置于固定处所或工作者附近,并依昀佳的工作顺序排列第12、13条易于操作、适当位置42零件、物料应尽量利用其重量堕送至工作者附近标准零件箱第12、13条易于操作、适当位置2243第15、16条透明通风、高度适当应有适当的照明设备,工作台及座椅的高度应使工作者保持良好的姿式及坐立适宜44案例分析:请讨论下述现场改善的案例,讨论要求:1、请说明其改善过程中用了什么方法?2、请举例说明在我们以往的过程中曾用类似的方法解决了什么问题?3、结合其方法可在我们当前的工作中解决哪些问题?2345三、搬运及布置(Layout)的效率分析与改善使物料搬运成本昀小化空间的有效利用劳动力的有效利用消除瓶颈环节便于信息沟通1、设施布置的目的462、布置(LAYOUT)原则使物流不要出现倒流和交叉。设法使物流象水一样从高处向低处那样顺畅。使工序没有堵塞,物流顺畅。原则3:物流顺畅原则移动距离越短、物料搬运所花费的费用和时间就越短。一旦五要素没有统一协调好,作业容易产生割裂,会延长停滞时间,增加搬运的次数。所以应在充分考虑五要素的平衡基础上,进行布置。理由配置时要使搬运距离、时间昀短。原则2:昀短距离原则把工序五要素“人”“机”“物”“法”“信息”有机统一起来,并充分保持平衡。原则1:统一原则原则内容原则2447面对各工序的变化、增加等,尽可能随机应变,充满柔性。能适应变化,随机应变,采取灵活措施。原则6:灵活机动原则确保作业人员的安全和疲劳非常重要。材料的移动、旋转等会出现不安全状况,抬升、卸货会加剧作业疲劳。在材料仓库、零件仓库等仓库堆积一定是狭窄放置。因此,把仓库设计成网架式存储架,已达到高效地利用三度空间。理由布置得使工作
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 左眼皮儿跳跳
左眼皮儿跳跳
本文标题:IE实战攻略
链接地址:https://www.777doc.com/doc-1231816 .html