您好,欢迎访问三七文档
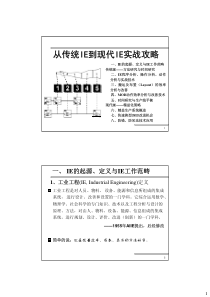
模具制造技术安徽机电职业技术学院模具制造技术安徽机电职业技术学院1、工艺性分析型芯是细长件,加工时的装夹方式有三种,如图6-23所示。模具制造技术安徽机电职业技术学院2、工艺方案备料——粗车(普通车床)——热处理(淬火、回火)——检验(硬度、弯曲度)——研中心孔或反顶尖(车床、台钻)——磨外圆(外圆磨床、工具磨床)——检验——切顶台或顶尖(万能工具磨床、电火花线切割机床)——研端面(钳工)——检验。模具制造技术安徽机电职业技术学院材料:CrWMn,零件总数24件。毛坯形式为圆棒料,8个零件为一件毛坯。模具制造技术安徽机电职业技术学院第五节塑料模的装配一、塑料模具的装配基准1、以塑料模中的主要零件为装配基准导柱和导套孔先不加工,先将型腔和型芯镶件加工好,然后装入定模和动模内,将型腔和型芯之间以垫片法或工艺定位法来保证壁厚,定模和动模合模后再用平行夹板夹紧,镗制际柱和导套孔。适用于大、中型模具。2、以有导柱和导套和模板相邻两侧面为装配基准。将已有导向机构的定模和动模装配后,磨削模板相邻两侧面呈90℃,然后以侧面为装配基准分别安装定模和动模上的其它零件。29模具制造技术安徽机电职业技术学院二、组件装配(一)型芯的装配1、小型芯的装配过渡配合装配骑缝螺钉30模具制造技术安徽机电职业技术学院螺纹装配骑缝螺钉31模具制造技术安徽机电职业技术学院螺母紧固装配螺钉紧固装配H7/K6或H7/m6适合方向有要求固定外形为任何形状的型芯及多个型芯的同时固定型芯压入端的棱边修磨成小圆弧H7/h6或H7/m632模具制造技术安徽机电职业技术学院2、大型芯的装配(1)在型芯1上压入实心的定位销钉套5。(2)在型芯螺孔部抹红丹粉确定在固定板2上的位置,用定位板4定位,将螺钉孔位置复印到固定板上,钻螺钉/锪沉孔。(3)在固定板划出销孔位置,并与型芯一起钻、铰销钉孔,压入销钉。32模具制造技术安徽机电职业技术学院(二)型腔的装配及修整整体镶嵌式型腔拼块式结构的型腔1、型腔的装配33模具制造技术安徽机电职业技术学院(1)型腔压入端不设压入斜度。(2)对有方向性要求的型腔,先压入一小部分后,用百分表进行校正位置,最后在平面磨床上将两端面和模板一起磨平。(3)对拼块型腔的装配,一般拼块的拼合面在热处理后要进行磨削加工。(4)拼块型腔在装配压入过程中,为防止拼块在压入方向上相互错位,可在压入端垫一块平垫板34模具制造技术安徽机电职业技术学院34模具制造技术安徽机电职业技术学院2、型腔的修整修磨固定板平面A修磨型腔上平面B修磨型芯台肩面C35模具制造技术安徽机电职业技术学院型芯固定板和型腔端面出现了间隙△台肩和固定板孔底部垫入厚度等于间隙△的垫片,然后一起磨平型腔上面与固定板平间增加垫片36模具制造技术安徽机电职业技术学院1、浇口套的装配压人后的浇口套修磨浇口套装配好的浇口套H7/m6(三)浇口套和顶出机构的装配37模具制造技术安徽机电职业技术学院2、导柱和导套的装配短导柱的装配长导柱的装配保证动模板在启模和合模时都能灵活滑动,无卡滞现象;保证动、定模板上导柱和导套安装孔的中心距一致(其误差不大于0.01mm)。38模具制造技术安徽机电职业技术学院39模具制造技术安徽机电职业技术学院40模具制造技术安徽机电职业技术学院3、推杆的装配2)检查推杆尾部台肩厚度及推板固定板的沉孔深度,保证装配后有0.05mm的间隙、修磨。3)将推杆及复位杆装入固定板,盖上推板,用螺钉紧固。4)检查及修磨推杆及复位杆顶端面。(1)将推板、推杆固定板、支承板重叠,镗导柱、导套孔。(2)支承板与动模板(型腔、型芯)重叠,配钻复位杆孔,配钻支承板上的推杆孔(3)推杆装配装配:1)将推杆孔人口处和推杆顶端倒出小圆角或斜度。41模具制造技术安徽机电职业技术学院4、滑块抽芯机构的装配装配凹模(或型芯)、加工滑块槽压印、钻型芯固定孔42模具制造技术安徽机电职业技术学院43模具制造技术安徽机电职业技术学院用定位板作滑块复位时的定位用滚珠作滑块复位时的定位滑块的复位、定位44模具制造技术安徽机电职业技术学院5、锁紧位置的装配45模具制造技术安徽机电职业技术学院模具制造技术安徽机电职业技术学院5、锁紧位置的装配模具闭合时,模紧块斜面必须和滑块斜面均匀接触,保证有足够的锁紧力,闭合时分模面之间应保留0.2mm的间隙,滑块斜面修磨b=(a-0.2)*sinα45模具制造技术安徽机电职业技术学院6、斜导柱的装配1、型芯装入型芯固定板为型芯组件。2、安装导块,位轩确定后,用夹板将其夹紧。3、安装定模板锁楔。保证楔斜面与滑块斜面有70%以上的面积密贴。闭模,检查间隙x值是否合格。4、镗导柱孔。将定模板、滑块和型芯用夹板夹紧,在卧式镗床上镗斜导柱孔。5、松开模具,安装斜导柱,修正模块上的导柱孔口为圆环状。调整导块,使与滑块松紧适应,钻导块销孔,安装销孔;镶侧型芯。46模具制造技术安徽机电职业技术学院三、注射模具总装零件图模具制造技术安徽机电职业技术学院热塑性塑料注射模模具制造技术安徽机电职业技术学院1)装配后模具安装平面的平行度误差不大于0.05mm。2)模具闭合后分型面应均匀密合。3)导柱、导套滑动灵活,推件时推杆和卸料极动作必须保持同步。4)合模后,动模部分和定模部分的型芯必须紧密接触。在进行总装前,模具已完成导柱、导套等零件的装配并检查合格。(一)装配要求模具制造技术安徽机电职业技术学院(二)模具的总装顺序1、装配动模部分1)装配型芯;2)动模固定板上的推杆孔;3)配作限位螺杆孔和复位4)推杆及复位杆5)垫块装配2、装配定模部分1)镶块11、16与定模17的装配2)模和定模座板的装配模具制造技术安徽机电职业技术学院四、试模模具装配完成以后,交付生产之前,应进行试模。目的:1、是检查模具在制造上存在的缺陷,并查明原因加以排除;2、对模具设计的合理性进行评定并对成形工艺条件进行探索(一)装模(二)试模判断料筒和喷嘴温度是否合适的最好办法是将喷嘴和主流道脱开,用较低的注射压力,使塑料自喷嘴中缓慢的流出,观察料流。如果没有硬头、气泡、银丝、变色,料流光滑明亮,即说明料筒和喷嘴温度是比较合适的,可以开机试模模具制造技术安徽机电职业技术学院六、其他冲模装配特点1、弯曲模(1)弯曲模的特点1)在弯曲时由于材料的回弹影响,弯曲件会有回弹现象。2)弯曲模工作件的热处理,在试模合格后才进行。3)弯曲模的导柱、导套的配合要求低于冲裁模。(2)弯曲模的调整和修正1)弯曲角度不合要求2)弯曲件的偏移模具制造技术安徽机电职业技术学院2、拉深模(1)拉深模的特点1)拉深凹模圆角的大小应根据试冲来确定。2)通常要对拉深模进行修整加工。(2)拉深模的调整和修正1)拉深件起皱2)拉深件拉裂3)拉深件尺寸不符合要求4)拉深件表面质量差5)拉深件底部凸起
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 左眼皮儿跳跳
左眼皮儿跳跳
本文标题:模具装配技术2
链接地址:https://www.777doc.com/doc-287370 .html