您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 信息化管理 > 工业工程综合课程设计
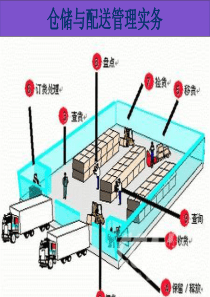
武汉理工大学《工业工程综合课程》设计说明书摘要本文根据给出的减速器厂的新厂区的面积、11个作业空间的面积、以及减速器各个自制件的加工工艺过程,通过SLP的方法进行设施规划,先进行P-Q分析,确定生产类型;再进行物流分析以及非物流分析,得到综合强度相关信息,进而确定出各个作业单位之间的综合相关关系;然后通过线型图和面积图大致确定出各个作业单位之间的大致位置;最后得出几种布局方案,通过加权法对方案进行挑选和综合评价,得出相对最优的方案,进行详细的布局。这样就完成了减速器厂的大致规划。第二部分是针对铣削上挡板的工作台进行人因改善,根据所给出图片上发现的问题,利用人因工程所学的知识,围绕人因工程使人工作得更有效、更安全、更舒适以及更有效率的目的,对杂乱的工作台进行改善设计。关键词:设施规划,SLP,人因设计武汉理工大学《工业工程综合课程》设计说明书目录摘要...............................................................................................................1第1章绪论......................................................................................................1第2章设施规划设计........................................................................................22.1布置设计的分析阶段.............................................................................22.1.1P-product和Q-quantity分析...........................................................42.1.2自制件工艺过程分析...................................................................42.1.3作业单位物流分析.....................................................................112.1.4作业单位非物流关系分析...........................................................152.1.5作业单位综合分析.....................................................................182.1.6作业单位相互位置分析.............................................................222.2布置设计的寻优阶段...........................................................................242.2.1作业单位面积相关图.................................................................242.2.2设计可行的布置方案.................................................................252.3布置方案的评优阶段.........................................................................252.3.1最终布置方案的确定.................................................................252.3.2布置方案的思考........................................................................26第3章工位人因改进设计..............................................................................273.1操作者作业环境的人因分析.................................................................273.2对操作者的工位进行人因改进.............................................................28小结...............................................................................................................33参考文献.........................................................................................................33附录...............................................................................................................34武汉理工大学《工业工程综合课程》设计说明书1第1章绪论设施规划与设计起源于早期制造业的工厂设计,是工业工程的重要分支。随着社会的进步与技术的发展,设施规划与设计早已超越了制造业的工厂设计范畴,形成了一门不但适用于各类生产型企业,同样也适用于各种服务型企业的学科。总的来说,设施规划与设计是为新建、扩建或改建的生产系统或服务系统,综合考虑相关因素,进行分析、构思、规划、论证、设计,作出全面安排,使资源得到合理配置,使系统能够有效运行,以达到预期目标为它的研究内容。设施规划与设计是根据系统(如工厂、学校、医院、办公楼、商店等)应完成的功能(提供产品和服务),对系统各项设施(如设备、土地、建筑物、公用工程)、人员、投资等进行系统的规划和设计。即是由原料的接收至成品的装运的全部过程中,将人员、物料及任何一单位的操作所需的机器设备等做最有效的组合与安排,且与工厂内的设备协调,以期获得安全且最大效率与最经济的操作。通过合理的设施规划使制造程序便捷流畅(可行性及经济性)、使物料搬运工作减至最少(经济性)、维持空间配置及机具使用的柔性(调整性)、维持在制品的高周转率(经济性)、对机器设备作有效的投资(经济性)、充分利用空间(经济性)、提升人力运用的效率(经济性)、提供安全、方便及舒适的工作环境(安全性)。武汉理工大学《工业工程综合课程》设计说明书2第2章设施规划设计系统布置设计(SLP)是一种条理性很强、物流分析和作业单位关系密切程度分析相结合、寻求合理布置的技术。不仅适用于各种规模或者种类的工厂的新建、扩建或者改建中对设施或设备的不知或调整,也适用于制造业中对办公室、实验室、仓库等的布置设计,同时也适用于医院、商店等服务业的布置设计。SLP的基本要素是P(product,系统物料的种类)、Q(quantity,数量)、R(routing,路线)、S(service,辅助生产与服务过程的部门)、T(time,物料流动的时间)。使用SLP进行设施规划设计分为三大模块:分析、设计、寻优。2.1布置设计的分析阶段根据给出的条件,我们可以得到该减速器厂的P、Q、R、S、T的基本信息。该减速器厂生产的的减速器在给定的条件下一共需要39个零部件,其中33个零部件如垫圈、螺母、螺栓、销等标准件采用外购;机盖、机座、大齿轮、轴、端盖、齿轮轴六个零部件为自制。具体内容如下表2.1所示:表2.1减速器零部件明细表产品名称减速器产品代号计划年产量180000序号零件名称零件代号自制外购总计划需求量形状单件重量/kg39垫圈√3600000.00438螺母√3600000.01137螺栓√5400000.03236销√3600000.02235防松垫片√1800000.01034轴端盖圆√1800000.05033螺栓√3600000.02032通气器√1800000.03031视孔盖√1800000.05030垫片√1800000.00429机盖√1800002.500武汉理工大学《工业工程综合课程》设计说明书328垫圈√10800000.00627螺母√10800000.01626螺栓√10800000.10325机座√1800003.00024轴承√3600000.45023挡油圈√3600000.00422毡封油圈√1800000.00421键√1800000.08020定距环√1800000.09019密封盖√1800000.05018可穿透端盖√1800000.04017调整垫片√3600000.00416螺塞√1800000.03215垫片√1800000.00414游标尺√1800000.00513大齿轮√1800001.00012键√1800000.08011轴√1800000.80010轴承√3600000.4509螺栓√43200000.0258端盖√1800000.0507毡封油圈√1800000.0046齿轮轴√1800001.4005键√1800000.0404螺栓√21600000.0143密封盖√1800000.0202可穿透端盖√1800000.0401调整垫片√3600000.010武汉理工大学《工业工程综合课程》设计说明书42.1.1P-product和Q-quantity分析根据材料给出的信息,作出自制件的P-Q图如下图2.1所示:图2.1P-Q图由P-Q图可知,生产的产品数量一样多且品种少,因此采用大量生产的方式,按产品原则布置。2.1.2自制件工艺过程分析已知建筑物的代号以及相关信息如表2.2所示:表2.2建筑物代号及信息表序号作业单位名称用途建筑面积(m2)备注1原材料库储存钢材、铸锭20×30露天2铸造车间铸造20×253热处理车间热处理20×124机加工车间车、铣、钻20×365精密车间精铣、精镗、磨削20×366标准件、半成品库储存外购件、半成品20×257组装车间组装变速器20×368锻造车间锻造20×259成品库成品储存15×2010办公、服务楼办公室、食堂等80×6011设备维修车间机床维修15×25050000100000150000200000机盖机座大齿轮轴端盖齿轮轴总计划需求量总计划需求量PQ武汉理工大学《工业工程综合课程》设计说明书5减速器自制件的清单如表2.3所示:表2.3减速器自制件清单产品名称减速器产品代号160计划年产量180000序号零件名称零件代号自制外购总计划需求量形状单件重量/kg29机盖√1800002.50025机座√1800003.00013大齿轮√1800001.00011轴√1800000.8008端盖√1800000.0506齿轮轴√1800001.400自制件加工工艺过程如下:表2.4机盖加工工艺过程表产品名称件号材料单件质量/kg计划年产量年产总质量/kg机盖29HT2002.500180000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2铸造车间铸造783机加工车间粗铣、镗、钻854精密车间精铣、精镗955半成品库暂存表2.5机座加工工艺过程表产品名称件号材料单件质量/kg计划年产量年产总质量/kg机座25HT2003.00018000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2铸造车间铸造753机加工车间粗铣、镗、钻854精密车间精铣、精镗955半成品库暂存
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码







 随意哓绶
随意哓绶
本文标题:工业工程综合课程设计
链接地址:https://www.777doc.com/doc-1236253 .html