您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 全面质量管理师培训--知识改变命运(PDF 55页)
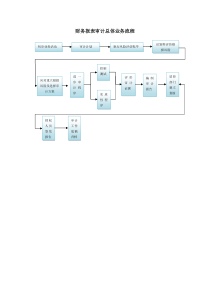
全国质量管理师培训主讲:曹更新2006.03东莞知识改变命运来自第一节质量检验规划第一单元品管组织设计第二单元检验类型及方式第三单元抽样检验计划第二节质量检验及不合格品控制第一单元进料检验作业第二单元过程检验作业第三单元成品检验作业第四单元产品质量评价第五单元客户投诉(退货)处理第四章质量检验来自).概念澄清◆检验:通过观察和判断,适当时结合测量、试验所进行的符合性评价。◆试验:按照程序确定一个或多个特性。◆验证:通过提供客观证据对规定要求得到满足的认可。来自质量检验类型和方式抽检成品检验4全检、抽检半成品检验3首件、巡回、末件检验及与自检、专检互检制度结合过程检验2全检、抽检、免检进料检验1方式类别序号2).检验的分类来自)、全数检验与抽样检验1.全数检验所谓全数检验就是对全部产品逐个地进行测定,从而判定每个产品合格与否检验。它又称全面检验100%检验。其处理对象是每个产品。来自)抽样检验:这种检验方法不是逐个检验作为总体的检验批中的所有单位产品,是按照规定的抽样方案和程序仅其中随机抽取部分单位产品组成样本,根据对样本逐个测定的结果,并与标准比较,最后对检验批作出授受或拒收判定的一种检验方法。简言之按照规定抽样方案,随机地从一批或一批过程中抽取少量个体进行的检验称抽样检验。3.抽样检验计划来自)抽样检验的基本术语(a)批:在相同的条件下制造出来的一定数量的产品。(b)单位产品:构成批的基本的产品单位。(C)批量:批中所含产品的个数。(d)抽样检验:为抽样检验而确定的一规则,其中包括对样本大小做的规定,以及通过对样本的结果批量是否合格的判定规则。4.抽样检验的基本术语及分类来自)抽样检验的基本术语(e)随机抽样:从现象总体中偶然选出的有限次数个体)的观察。中每一个单位(个体)和其他单位(个体)一样,均有同等被抽选的机会。(f)不合格:单位产品有一项或以上规定的质量特性不符合标准要求。(g)不合格品:有一个或一个以上不合格的单位产品。4.抽样检验的基本术语及分类来自按照质量特征值性质以及供购双方的需要抽验方案可分为如下两类:(1)计数抽验方案根据规定的要求用计数方法衡量产品质量特性把样本的单位产品仅区分为合格品或不合格品(计件),或计算产品的缺陷数(计点),据其测定结果与判定标准比较,最后对其作出授受或拒收制定的抽方案。5.抽样检验的基本分类来自(2)计量抽验方案凡对样本中的单位产品的质量特征进行直接定量计测,并用计量值为批判定标准的抽验方案称为计量抽验方案。这类检验具有如下优点:计算检验的信息多判定明确一般适用于关键特性的检验。◆对一般的成批成品抽验常采用计数抽验方法;对于那些需作破坏性检验以及费用极大的项目,一般采用计量抽样方法。5.抽样检验的基本分类来自根据在检查批中抽样次数才能作出批合格与否判定这一准则,抽样方案可分成一次、二次与多次等类型。1.一次抽样所谓一次性抽样,是指从批只抽取一个大小为n的样本,如果样本的不合格品个数d不超过某个预先指定的数c,判定此批为合格,否则判为不合格。6.计数抽验原理与方案来自随机抽取一个样本(n)检查统计不合格品数(d):d≤c批合格dc批不合格数c叫做“合格判数”,也叫“接受数”.7.一次抽样检查1).一次抽样检查程序来自◆优点;在于方案的设计、培训与管理比较简单,抽样量是常数,有关批质量的情报能最大限度地被利用。◆缺点:是抽样量比其他类型大;在心理上仅依据一次抽样结果就作判定似欠慎重。7.一次抽样检查程序2).一次抽样的优点与缺点:来自批质量是由这批产品的不合格品率来表示的,要想得到准确的值,只有通过全数检验,而这在很多情况是做不到的。实际工作大量采用的还是抽样检验。由于抽样检验是根据样本的合格品决定批的接收或拒绝,因此存在着两种风险,或两种错误。7.一次抽样检查程序3).抽样的两种风险来自第一种错误——就是可能把合格批判为不合格的。当N=1000,n=10,c=0时,作出的OC曲线,不合格品率的标准是p=5%。假如实际检验的p是2%时,比标准要求的质量要高,应判合格。但从OC曲线可以看出,在100次检查中,仍有2次左右被判为不合格,这就产生了第一错误,对生产者是不利的,所以又称生产者风险,用α表示。L(p)1.001/N2/N3/N1.0pαβ=0.027.一次抽样检查程序◆生产者风险来自(p)1.00pαβ1/N2/N3/N1.0=0.10第二种错误——就是可能把不合格批判为合格的。假如实际检验为20%,质量很差但是由于是抽样检验,在100次中,仍有10次可能判为合格而被接收,于是生产了第二种错误:把不合格批判为合格批。这对消费者不利,所以称为消费者风险,以β表示。◆消费者风险7.一次抽样检查程序来自◆以上事实告诉我们,既然采用抽样检验,就必须承认和允许生产与使用方都承担点风险,我们就是要通过适当的选取方案,这种风险控制在适当的程度。7.一次抽样检查程序来自一次抽样方案涉及三个参数,即(N,n,C).而二次抽样则包括五个参数,即(N,n1,n2,C1,C2).其中:n1——抽取第一个样本的大小;n2——抽取第二个样本的大小;C1,——抽取第一个样本时的不合格品判定数;C2——抽取第二个样本时的不合格品判定数;8.二次抽样检查程序1)二次抽样(双次抽样)来自在N中随机的抽取n1件,设检验出d1件不合格品若d1≤C1判定合格若d1C2判定不合格若C1,d1≤C2则在抽取n2,件,设检验出d2件不合格品。若d1+d2≤C2判定合格若d1+d2C2判定不合格8.二次抽样检查程序2).二次抽样的操作程序来自,59,0,3在1000中随机的抽取36件,在36件中检验出d1件不合格品若d1≤0判定合格若d13判定不合格若0d1≤3则1000件中在抽取59件,经检验发现59件中有d2件不合格品。若d1+d2≤3判定合格若d1+d23判定不合格例如:N=1000,n1=36,n2=59,C1,=0,C2=3,则这个二次抽样方案为:8.二次抽样检查程序来自◆MIL-STD-105E计数值抽验法,是根据允收品质水准(AcceptableQualityLevel,简称AQL)以样本代字做为抽样计划的指标。◆AQL是消费者认为满意的作业平均最高不良率或是最高确定百件缺点数。◆特点:以买卖双方要有连续的制品交易为前提。AQL值对个别批不能给予消费者品质保证。9.美军标准105E计数值抽验法1)概述来自).正常、严格与减量检验三者之关系正常检验严格检验减量检验实行严格检验时,连续5批均允收,则恢复正常检验实行正常检验连续5批中有2批拒收,则改用严格检验实行正常检验时,无一批被拒收,则改用减量检验实行减量检验时,有一批被拒收,则恢复正常检验来自3).MIL-STD-105E计数值抽样表抽验程序①规定产品质量标准②确定批量③确定AQL值④确定检验严格度⑤检验判定⑥规定不合格(品)分级⑦规定检验水准⑧确定抽样计划⑨查找抽样计划⑩检验后处理来自).案例案例一:某产品,检查水平Ⅱ,A类不合格品的AQL=0,B类不合格品的AQL=0.65%,C类不合格品的AQL=2.5%,N=500,求正常抽查一次抽样方案。来自).案例案例二:某厂生产包装彩盒,N=20000~30000套,AQL=0.65%,抽样水平Ⅱ,由品管部采用一次正常方案验货,现连续10批抽验未发现不合格品。问能否放宽?来自).案例案例三:批电脑共20台,经检查,一个检查项目不合格的电脑有3114台,二个检查项目不合格的电脑有2台,三个检查项目不合格的电脑有114台,无不合格项目的电脑有14台。求不合格品率和每百单位不合格数。来自).实施进料检验的条件和因素来料单有原包装的料标准工具仪器报表标识用贴纸适当的环境通报物料部检验1.进料检验来自).进料检验流程材料现场检查标识检查状态、结果记录检查报表批合格批不合格合格批中的不良品不合格事项通报要求纠正预防对策对策措施确认验证对策措施的效果退供应商隔离检验员对进料实查贴纸、打标记、标牌格式表单、报告品管部、物料部、供应商物料部、供应商对实物进行实地确认对比采取措施的效果合格品标识入库来自).进料检验不合格品处理流程IQC检验检查结果合格不合格入库合格批中的不良品退货挑选特采供应商选让步接收供应商纠正预防对策隔离、入库限量限期使用改善NGOK来自
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 fcxj1234
fcxj1234
本文标题:全面质量管理师培训--知识改变命运(PDF 55页)
链接地址:https://www.777doc.com/doc-1244183 .html